Методы и технологии изготовления прокатного станка своими руками
Рассмотрим наглядный пример, как можно сделать прокатный станок своими руками: методы и технологии его изготовления. Но прежде всего, необходимо понять для какой цели этот станок нам потребуется.
Достаточно сложно представить современную повседневную жизнь без металла. Он используется повсеместно, и требует для обработки соответствующего оборудования. Металлургическая промышленность в основном использует современные прокатные станки, которые, в свою очередь, имеют высокую цену. Для самостоятельного же использования и изготовления профтрубы, можно сконструировать прокатно-вырубной станок своими силами.
- Для чего используется такое оборудование?
- Разновидности прокатного станка
- Составные детали оборудования
- Изготовление прокатной установки своими руками
- Плюсы самодельного устройства
- Итоги
Для чего используется такое оборудование?
Прокатно-вырубные станки и иная техника для металлообработки чаще всего используется при создании конкретной формы металлической детали. Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Прокатные станки для металлического профиля распространены повсеместно, однако многие и не догадываются, что сделать такое сложное оборудование можно самостоятельно. В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
Ярким примером металлических деталей, где при изготовлении используется прокатный станок для профильных труб, являются присутствующие в каждом доме или квартире трубы или радиаторы батарей. Все эти изделия изготавливаются на металлообрабатывающем оборудовании, которое в силу изготовить самостоятельно без каких-либо навыков и глубоких познаний.

Разновидности прокатного станка
Как уже стало ясно из ранее сказанного, прокатное оборудование необходимо для переработки металлической заготовки в готовую геометрически сформированную деталь. В данном случае для листового металла используются следующие типы оборудования:
- Непрерывно-удлинительные, которые позволяют изготавливать металлические трубы с сечением в 110 мм.
- Пилигримовые станки, что используются при изготовлении массивных труб с диаметром от 400 до 700 мм.
- Короткоправочные модели оборудования, что используются при производстве бесшовных труб диаметром до 450 мм.
- Станки трехвалового типа, которые, в свою очередь, применяются для выполнения толстостенных труб, диаметр которых может достигать 200 мм. Нередко такой тип оборудования называют ювелирным прокатным станком.
Составные детали оборудования
Как правило, в состав любого прокатного станка входят три основных составляющих компонента, а именно:
- рабочие клетки;
- передаточные устройства;
- электрические двигатели.
Валы куда помещаются металлические составляющие будущей детали входят в состав рабочей клетки. Также в эту составляющую входят следующие элементы: установочные механизмы, станины, плитовины, а также проводки. За движение всех составляющих компонентов прокатного станка отвечают мощные электродвигатели. Они соединяются с рабочими элементами при помощи муфт, передаточных элементов и шпинделей.
Важно: основной составляющей прокатного оборудования обжимного и заготовочного типа является диаметр вала, а именно величина его рабочей поверхности.
Современные металлообрабатывающие станки могут иметь сразу несколько рабочих клетей, это необходимо для изготовления деталей сложной геометрической формы. Нередко его называют станок для гусиных лапок, что позволяет выполнять работу сразу в нескольких проекциях.
Как правило, такие устройства имеют внушительные габариты и могут обеспечивать рабочую поверхность до 3 метров. Отличительной особенностью современных прокатных станков является работа сразу в трех направлениях для:
- Изготовления отверстий в металлическом листе.
- Вытяжки заготовки в трубу.
- Калибровка изделия, что позволяет задавать диаметр будущей детали.
Изготовление прокатной установки своими руками
Для профильной трубы своими руками потребуется изготовить небольшой станок, который существенно отличается от промышленных установок по размерам. Это возможно сделать в повседневных условиях при наличии под станок свободного пространства.
При этом можно отметить, что самодельный станок может позволить вам изготовить детали любой сложности. При его помощи вы достаточно легко сможете сделать проволоку любого диаметра, нарезать листовой металл, что предусматривает кровельное покрытие любой крыши, а также множество иных деталей, что часто востребованы в повседневном быту.
Предварительно вам потребуется подобрать подходящие чертежи, чтобы у вас получился самодельный прокатный станок. После этого предстоит подготовить его компоненты, а именно:
- пара мощных стоек из крепкого металла;
- прут из стали, чей диаметр будет не меньше 5 см;
- верхняя плита с гайками М10;
- две шестерни соответствующего размера;
- зубчатое колесо;
- пружины и упоры;
- а также бронзовые подшипники и втулки.
После того как все компоненты у вас имеются в наличии, можно приступать к изготовлению рабочего станка, который при этом будет достаточно мобильный к перемещению:
- При помощи болтов из стоек и металлической плиты собирается некое подобие рабочей клети.
- К этим же стойкам монтируются два рабочих вала. Их предварительно следует выточить из ранее приготовленного стального прута. Также их необходимо закалить, чтобы получить улучшенную прочность металла.
- Нижний вал монтируется между стоек при помощи подготовленных втулок и подшипников. Верхний вал при этом монтируется на специальные ползуны и является подвижным элементом станка. Движение вверх ползунов ограничивается упорами.
- Непрерывное сжатие двух отдельных валов обеспечивается за счет пружины, что удерживает их в постоянном напряжении. Она крепится одновременно к плите, основаниям и непосредственно подвижному верхнему валу.
Сделанная таким образом установка имеет ручной привод. Для ее работы требуется непрерывное вращение. Если ручной механизм остановится, то соответственно и валы перестанут свое вращение. Таким образом, получается универсальное устройство, на котором можно менять компоненты и тем самым изменять профильную пригодность станка.
Плюсы самодельного устройства
В конечном счете все, что вам потребуется для изготовления такого универсального устройства, можно купить по небольшой стоимости в любом строительном магазине либо подобрать нужные компоненты из старых давно забытых вещей, а также подобрать чертежи. В любом случае цена такого станка очень быстро себя окупит, так как изготовить на нем можно детали любой сложности с минимальными затратами на расходный материал.
Важно: аренда прокатного станка обойдется в круглую сумму, из-за чего вы можете размещать объявления и неплохо зарабатывать на своем устройстве.
Сделанная работа достаточно быстро окупается, так как вы можете изготавливать любые детали. Вот лишь небольшой их список:
- профтрубы;
- металлические направляющие для профиля под гипсокартон;
- покрытия для фальцевой кровли;
- элементы для металлосайдинга;
- металлические листы квадратной и прямоугольной формы;
- дополнительные крепления для сайдинга;
- провод для электрической проводки.
Все эти самоделки пригодятся вам при строительстве нового дома или его ремонте. Как показывает практика, листогибочные самодельные станки крайне востребованы, так как их схема не требует сложного изготовления, но при этом позволяет изготавливать массу полезных и нужных деталей.
Видео: прокатный станок своими руками.
Итоги
Таким образом, вручную вы можете сделать прекрасный станок для фальцевания кровельных листов и иных конструкций с минимальными вложениями и трудозатратами, при этом вам больше никогда не потребуется арендовать листогибочные станки или какого-либо иного оборудования для металлообработки.
Настоящие мастера ювелиры уже давно подрабатывают, таким образом, имея стабильную прибыльную подработку, или используют свое самодельное оборудование в качестве основного источника дохода.
Станок для гибки листового металла своими руками
 Изготовить листогибочный станок собственными руками нетрудно, но пока мало кто из домашних мастеров и специалистов, использующих необходимые формы из листовой стали в своем деле, занимаются созданием такого оснащения для личных нужд. Между тем аналогичное устройство, владеющее довольно высокой прочностью и несложностью в работе, поможет хорошо сэкономить.
Изготовить листогибочный станок собственными руками нетрудно, но пока мало кто из домашних мастеров и специалистов, использующих необходимые формы из листовой стали в своем деле, занимаются созданием такого оснащения для личных нужд. Между тем аналогичное устройство, владеющее довольно высокой прочностью и несложностью в работе, поможет хорошо сэкономить.
- Виды листогибов и их механизм
- С чего начать производство листогиба
- Конструкция листогиба и ее усовершенствование
- Как повысить прочность креплений станка
- Изготовление зиг-машины
- Советы по выбору листогиба
В особенности производство и употребление станка для гибки листового металла своими руками актуально для тех, кому нужно исполнять технологические действия по гибке листовой мануфактуры надо не каждодневно и в больших объемах, а временами.
Виды листогибов и их механизм
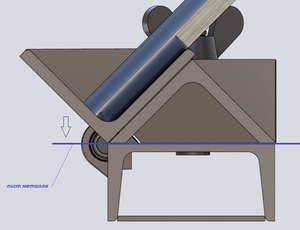
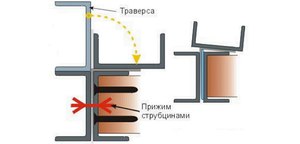
Прежде чем начать делать листогиб собственными руками, необходимо четко установить перечень задач, для решения которых он нужен. От главного назначения подобного прибора будет зависеть, по какой схеме он будет сделан. Наиболее элементарным является механизм, в котором листовое железо гнется при помощи особой траверсы. С помощью такого устройства можно легко согнуть листок металла под углом 90 градусов, применяя лишь силу рук без добавочных приспособлений, если ширина листка не выше 0,5 метра.
 База листа фиксируется при помощи струбцин либо тисков, а его гнутье производится за счет давления, оказываемого траверсой.
База листа фиксируется при помощи струбцин либо тисков, а его гнутье производится за счет давления, оказываемого траверсой.
В определенных случаях для получения угла заворота точно в 90 градусов может пригодиться вложенная приставка, представляющая собой обыкновенную полосу металла, которая поможет возместить упругость листка.
Более трудным по конструкции считается листогибочный пресс, систему которого составляют сетка и пуансон. Листовое железо в таком приборе располагается на матрице, а пуансон спускается на заготовку сверху, сообщая ей необходимый профиль. В хозяйственных условиях листогибочная машина вряд ли найдет употребление, так как она довольно сложная и небезопасна в применении.
Вариация реализации самодельного листогибочного пресса, функционирующего в паре с изготовленным собственными руками гидропрессом. Если уже имеется пресс, то дополнить его устройствами для сгибания узких листов металла не составит труда. Более совершенной считается листогибочная машина, гнутье железа в которой исполняется за счет действия трех валов.
Такое оснащение называется проходным. Одним из основных его преимуществ считается то, что его контролируемые вальцы разрешают приобретать различный радиус изгиба. Аналогичный аппарат для гибки металла может быть с ручным или гальваническим приводом, а его вальцы могут обладать разнообразной конструкцией.
- Вальцы с плавной рабочей поверхностью предусмотрены для выполнения многих жестяных работ, которые подразумевают выгибание заготовок, изготовку секций труб с большим поперечником и др.
 Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).
Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).- Протяжной станок может быть укомплектован опорой, прижимом и траверсой, что разрешает применять его для ручной гибки болванок.
- Аналогичные станки оснащаются набором валов разного профиля, которые также можно купить дополнительно, чтобы сделать машину более универсальной.
 Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).
Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).С чего начать производство листогиба
Чтобы изготовить машину для гнутья листового металла, потребуется чертеж этого устройства или его детальные фото. Кроме того, необходимо учесть ряд таких значительных факторов, как усилие, которое нужно будет приложить для применения конструкции, ее масса и размер (от которых будет находиться в зависимости мобильность), первоначальная стоимость и доступность девайсов. В итоге должны быть следующие начальные параметры:
- Наибольшая ширина листка, который нужно будет гнуть — 2 м.
- Наибольшая толщина листового материала: оцинковка — 0,8 мм, алюминий — 0,8 мм, медь — 2 мм.
- Сумма рабочих курсов, которые будут исполняться без переналадки или ремонта — 1300.
- Наибольший угол сгиба металлопрофиля, приобретаемый без ручной доводки, — 130 градусов.
- Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).
- В системе листогиба необходимо избегать сварных монтажей, плохо терпящих знакопеременные нагрузки.
- Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
- Очень трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доделать наиболее удачный шаблон.
 Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).
Крайне нежелательно употребление заготовок из специфических сталей (к примеру, из нержавейки).Конструкция листогиба и ее усовершенствование
Установку ручного листогибочного станка можно без труда улучшить. Для строительства листогибочного станка используется эта схема:
- Подушка, сделанная из дерева;
- Основная балка из швеллера 10−130 мм;
- Щечка, для производства которой применяется лист шириной 7−9 мм;
- Подвергаемый отделке лист мануфактуры;
- Прижимная балка, изготовленная из уголков 70−90 мм, связываемых при помощи сварки;
- Стержень для вращения траверсы (производится из железного прутка диаметром 11 мм);
- Сама распорка — это угол с габаритами 90−110 мм;
- Ручка приспособления, изготавливаемая из прута диаметром 12 мм.
У траверсы листогиба, которую согласно начальному чертежу планируется делать из уголка, условно изображен вариант выполнения из швеллера. Такое усовершенствование в несколько раз усилит выносливость траверсы, которая при применении уголка в определенный момент непременно прогнется в центре и не станет в этом месте формировать высококачественный сгиб листа.
 Замена на швеллер разрешит делать не 250 сгибаний без рихтовки или замены предоставленного элемента (что при более или менее конструктивной работе весьма немного), а больше 1400.
Замена на швеллер разрешит делать не 250 сгибаний без рихтовки или замены предоставленного элемента (что при более или менее конструктивной работе весьма немного), а больше 1400.
Конструкцию этого листогибочного станка, смастеренного в хозяйственных условиях, можно еще дополнительно улучшить, что сделает его более действенным и универсальным.
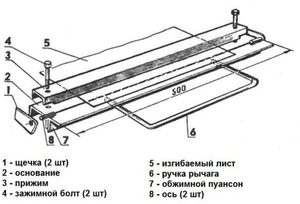
Второй вариант позволяет более подробно разобраться в установке самодельного листогиба:
- Самодельная струбцина, изготовленная из пригодного уголка (50−70 мм) и винта с пяткой и воротком;
- Щечка;
- Балка, выступающая в роли опорной точки станка;
- Кронштейн прижимающей балки, сделанный из уголка 120 миллиметров;
- Сама прижимающая балка листогиба;
- Ось вращения траверсы;
- Сама траверса;
- Усиливание прижимной балки.
Ниже рассмотрена схема увеличения прижимной планки. Однако, если в качестве прижима первоначально будет довольно мощный уголок, а гнуть чрезвычайно толстые листы на своем листогибе не планируется, то вполне можно обойтись без усиления прижимающей планки описанным методом.
 Чтобы продлить срок службы прижимающей балки и сделать его сравнимым со сроком службы траверсы, необходимо увеличить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из металлической полосы с габаритами 17×90 мм.
Чтобы продлить срок службы прижимающей балки и сделать его сравнимым со сроком службы траверсы, необходимо увеличить предоставленный элемент конструкции, который с самого начала по чертежу выполнен из уголка, базой из металлической полосы с габаритами 17×90 мм.
Переднему краю предоставленной основы необходимо придать угол 45 градусов, чтобы разровнять ее область с плоскостью самого прижимающего уголка, а конкретно рабочей кромке предоставленного элемента необходимо сделать фаску около 3 миллиметров. Эти меры разрешат металлу прижима действовать не на изгиб (что крайне неподходяще), а на сжатие, тем самым во много раз увеличивая время службы без ремонта:
- Специальный 61-й уголок, прикрепленный к задней полке главного прижимного уголка, будет удерживать его от выгибания вверх.
- А также следует подумать о фрезеровке нижней плоскости прижимающей балки, которая и сформировывает сгиб.
- Неровность предоставленной плоскости, согласно общепризнанным правилам, не должна быть выше пятидесяти процентов толщины сгибаемой заготовки.
- В противном случае согнуть болванку ровно, без набухшей линии сгиба, не удастся.
Необходимо иметь в виду, что отдавать балку на фрезеровку нужно только тогда, когда на ней уже есть все сварочные швы, поскольку их исполнение приводит к изменению геометральных характеристик конструкции.
Как повысить прочность креплений станка
В листогибочной машине есть еще один большой недочет — схема ее крепления к рабочему столу. Струбцины, которые учтены в предоставленном приспособлении, являются очень ненадежным видом крепления, особенно если учесть быструю астеничность сварочных швов. От этих крепежных частей можно, вообще, отказаться, что также разрешит исключить необходимость использования сварных монтажей и щек. Решить эту задачу разрешают следующие действия:
- Производство опорной балки, которая будет выдаваться за пределы рабочего стола;
- Выделывание U-образных проушин на концах основной балки;
- Крепление основной балки к рабочему столу с помощью болтов (М10) и фасонных гаек с лапами.
 Если в улучшенном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить подобный вопрос можно довольно просто: применять для этого дверные петли-бабочки, какие традиционно используются для навешивания тяжелых железных дверей. Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
Если в улучшенном листогибочной конструкции не будет щек, то как к нему прикрепить траверсу? Решить подобный вопрос можно довольно просто: применять для этого дверные петли-бабочки, какие традиционно используются для навешивания тяжелых железных дверей. Крепить эти петли, обеспечивающие довольно высокую точность, можно с помощью винтов с тайный головкой.
Согнуть на листогибочном станке с траверсой, прикрепленной на петли-бабочки можно множество болванок, так как эти петли отличаются очень высокой прочностью:
- Усиленная опорная балка;
- Маховик — резьбовая часть;
- Балка, обеспечивающая прижимание заготовки;
- Штатив для крепления установки элементов к рабочему столу;
- Траверса, с помощью которой можно согнуть разделываемую заготовку.
Изготовление зиг-машины
Зиг-машина (или зиговочный механизм) позволяет согнуть на конструкциях из листового железа бортики жесткости, которые именуются зигами. Такие машины причисляются к группе специального оборудования и могут быть сделаны с гальваническим или ручным приводом. Ручные зиг-машины, также фиксируемые при помощи струбцины, могут иметь довольно малогабаритные размеры и переносятся в обыкновенной сумке для рабочих приборов.
Такие устройства дают возможность за один проход сделать высококачественную отбортовку не только на выпуклых изделиях (тех же обечайках железных емкостей), но и на прямолинейных железных листах. Эти приборы являются просто незаменимыми при производстве единичных частей кровельных установок.
Рабочими элементами зиг-машины считаются вальцы-ролики, а ее применение позволяет существенно сэкономить на приобретении частей кровельной конструкции, сделанных в заводских условиях. Если посмотреть видео, в котором представлена работа этого устройства, становится ясно, что пользоваться им можно даже по месту прямого монтажа кровельной системы.
Советы по выбору листогиба
Чтобы верно выбрать механизм для производства гнутых элементов из листового железа, необходимо соблюдать следующие советы:
- Для бытового мастера, у которого временами есть потребность в листогибочном станке, вполне подойдет простое устройство, сделанное из подручных средств.
- Тем, кто время от времени занимается исполнением заказов по установке кровли, потребуется ручной станок для гибки листового материала и простенькая зиг-машина.
- Профессионалам, которые на долговременной основе занимаются производством элементов для кровельных систем и жестяными работами, нужно заводское устройство для сгибания листового железа.
- Ручной механизм для изготовления профлиста пригодится тем, кто профессионально занимается производством деталей кровельных конструкций.
Подходящей для таких специалистов считается профессиональная установка, отличающаяся более высокой прочностью и долговечностью, например, российский фабричный листогиб СКС-2в1, стоимостью 64 тысячи рублей.
Кромкогиб ручной — как сделать своими руками, характеристики
Загнуть металлическое изделие можно разными способами, но без специнструментов качество будет низким. С помощью кромкогиба можно решить многие вопросы, связанные с подготовкой деталей из листов металла.
- возможность гиба конкретной длины,
- отсутствие сварочных швов.

Это позволяет предупредить образование коррозии в будущем, изготовить элементы повышенной прочности. Техника работы с техническим средством проста. На его шкале достаточно установить необходимые параметры гиба, вставить плоскость между основной и прижимной деталью и, двигая, загибать кромку.
Для этого не нужны значительные усилия и нагрев металла. Обработку изделий из меди, алюминия, металлических сплавов и углеродистой стали выполняют способом сгибания на станках или вручную.

Устройство ручных кромкогибов
Кромкогибочные станки сконструированы так, что усилие одномоментно действует по всей протяженности кромки или листовой заготовки. В результате в одно и то же время осуществляется деформация края, но металл не корежится, а ложится ровным швом.
Конструкции такого оборудования подразделяются на виды:
- ротационных,
- прессовых,
- поворотных.

Современный рынок предоставляет возможность приобрести разные конструкции листогибочного устройства, но его можно изготовить собственными руками.
Кромкогибочный инструмент внешне похож на листогибочные изделия, но конструктивно устройства отличаются друг от друга. Длина рабочей области отбортовки у ручных кромкогибов может быть небольшой, ведь параметры высоты борта и радиуса закругления не меняются.

Если при большой протяженности кромкообразования необходимо выполнять процесс одновременно, принцип работы кромкогиба более похож на технологию листогиба, различие, по сути, только в способе прижимания заготовки.
Характеристики
На возможности инструмента влияют параметры:
- максимального угла гиба,
- ширины отгиба,
- максимально допустимой толщины используемого материала.

Сферы применения
Приспособления для сгибания металла применяются в разных отраслях. Их используют для создания фальцев из кровельного железа, изготовления из жестяных или металлических листов воздуховодов прямоугольной формы, подготовки краев изделий под сварочные работы, деталей геометрических форм. Ручные кромкогибы активно применяются для строительных, ремонтных работ. Они востребованы во время проведения ремонта автомобилей.

К числу преимуществ такой технологии, кроме небольшой толщины получаемых краев и невысокой стоимости металлического проката, следует добавить высокую стойкость к износам.
Основные разновидности
Кромкогибочное оборудование выпускается в виде мобильных и стационарных моделей. Конструкции станков массивны и практически не разбираются.

Они монтируются непосредственно на месте использования, а передвигаются только при помощи технических средств.
Модели могут быть:
- ручными,
- пневматическими,
- гидравлическими.

Особое место в линейке изделий у сегментных ручных приспособлений, предназначенных для изготовления корпусов, ящиков, т.е. изделий, «закрытых» со всех сторон». Благодаря разной комплектации, сегменты устанавливаются произвольно. Такое оборудование позволяет получить любую длину гиба, не превышающую рабочую длину станка.
Друг от друга модели инструмента отличаются не только мощностью, эффективностью и толщиной обрабатываемых материалов, но и разновидностью металла.
Портативные модели кромкогибов с постепенным формообразованием состоят из:
- двух прорезиненных ручек, при этом одна может быть подвижной, другая нет,
- рычажной системы для приложения усилий,
- рабочих губок с профилем, соответствующим параметрам кромки
- регулируемого ограничителя хода в виде шлицевого винта, снабженного резьбой.

Наиболее простой конструкцией обладают ручные изделия роликового вида. Весь процесс осуществляется рукояткой, а основную задачу по деформированию металла выполняют ролики. Ширина гиба регулируется специальным ограничителем, установленным на направляющих инструмента.
В роликовом кромкогибе трение во время скольжения губок заменяет трение качения при вращения роликов. При этом формообразующее усилие значительно снижается, но конструкция инструмента менее универсальна, потому что невозможно изменить параметры кромкообразования из-за одной пары роликов. К тому же, кромкогибы с роликами не дают возможности осуществить отбортовку малых радиусов внутри изделия.

Существенным недостатком портативных моделей ручного инструмента считается их недостаточная точность. В процессе движения приспособления вдоль линии будущего края постепенно увеличивается погрешность, которая может достигнуть более миллиметра. Это недопустимо при таких работах, как кузовной авторемонт, поэтому качество кромок зависит от опыта мастера. Из-за таких технических характеристик роликовый кромкогиб целесообразно использовать только для решения несложных задач.
Более функционален станок с гидравлическим приводом. Благодаря высокой мощности он отлично справляется с заготовками из металлических листов даже значительной толщины.
Как сделать ручной кромкогиб для авторемонта
В целях экономии можно изготовить самодельный кромкогиб для кузовного ремонта. Он значительно облегчит изготовление, например, латки на пороге или крыле автомобиля.

При этом место ремонта не будет выступать над поверхностью, что сократит время и затраты на шпаклевку и покраску.
Роликовую модель для сгибания жести можно изготовить из:
- пары подшипников,
- болта для оси диаметром, равным внутреннему диаметру подшипников,
- толстой пластины металла,
- рукоятки от «болгарки».
Процесс изготовления роликовой модели для сгибания жесть
- Отрезав от болта два отрезка, одинаковой длины, посадить на них подшипники.
- В пластине просверлить отверстия для сварки.
- Установить в пластину подшипники с расстоянием в 1 мм друг от друга.
- К центру пластины с противоположной от подшипников стороны приварить гайку для рукоятки от «болгарки».

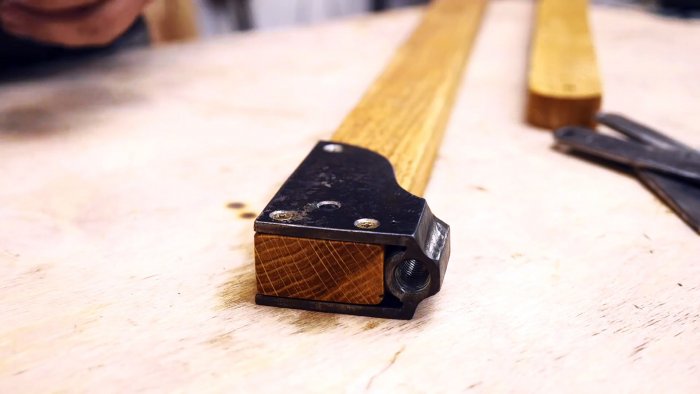
Инструмент жестянщика
Такой кромкогиб необходим во время авторемонта для плавного перехода латки металла к основе. После рихтовки обе плоскости должны быть соосны друг с другом.

На тонком листе железа невозможно гарантировать надежность соединения сварного шва встык. Приспособление позволяет подготовить профиль кромки под сварку внахлест. Он значительно упрощает процесс ремонта кузова автомашины, если требуется согнуть металл под углом 90 градусов, т.е. делать кромку или отбортовку. Кромкогибочные устройства для авторемонта отличаются простой конструкцией и невысокой ценой, поэтому их самостоятельное изготовление не всегда нецелесообразно. Иногда лучше купить такую оснастку, для которой в домашнем хозяйстве найдется дополнительное применение.
Видео инструкция как пользоваться кромкогибом жестянщика
Пневматический кромкогиб
У мастеров особо популярны кромкогибы с пневматическим приводом, работающие как «поворотная балка». Пневмопривод способствует значительному давлению (до 6,2 бар) на обрабатываемое изделие. Но применять такое оборудование можно, работая с листовым металлом не толще 1,2 мм. В этом случае ширина кромки будет не более 12 мм.
При желании собственноручно смастерить пневмостанок, необходимо учитывать, что для его работы требуется расход воздуха минимум 113 л/мин.
Пневмодырокол
Это универсальная модель инструмента. С одной стороны конструкция оснащена механизмом для пробивания отверстий, с другой — губками для формирования кромки.

Благодаря этому можно одновременно загибать кромку и делать отверстия в металле для крепежа. Именно поэтому инструмент нередко называют пневмопробойником. Его рабочая часть изготавливается из быстрорежущей стали. Прорезиненные рукоятки изделия оснащаются пружинами. Они способствуют уменьшению давления на ладони, что облегчает процесс пробивания и обработки.
Любая модель дырокола-кромкогиба работает значительно быстрее и эффективнее ручных аналогов, поэтому интенсивно используются на автостанциях техобслуживания и в автосервисах.
Как устроен кромкогибочный станок
Конструктивно станок для гибки металла состоит из нескольких деталей:
- опорной поверхности,
- рабочего основания,
- прижимного элемента,
- обжимающего пуансона,
- рычагов-ручек.

Некоторые модели оснащаются дыроколом и ножом для подрезания кромок. В стандартной конструкции опорной плоскостью размерами1м х 1,5 м служит стол из дерева или металла с мощными ножками. Горизонтальный крепеж основания делается из швеллера №№ 8 или 6,5. Металлические конструкции соединены сваркой, а деревянные – болтами.
Прижим
Для зажима поверхности при загибании кромок припособление оснащается прижимной штангой — уголком с полочкой 0,05 м. Она осуществляет прижим к пунсону под заданным углом. С обеих сторон механизма прижима просверлены отверстия под болты. Также для прижима используются «барашки» с шпильками, приваренными к основанию. Более сложные зажимные детали комплектуются пружинами.
Пуансон
Для изготовления пуансона часто используется трубный отрезок квадратного профиля. Проектирование детали предусматривает ее горизонтальное вращение вокруг оси. При этом верхняя грань впереди основания точно совпадает с пуансоном.

Для этого торцы оснащаются петлями. Прижим располагается точно по вертикали, чтобы не возникало перекосов при гибке металла. Пуансон к кромке основания примыкает без зазоров, чтобы линия сгиба была точной. В нерабочем состоянии верхняя грань пуансона расположена в одной плоскости с плоскостью стола. Если конструкция имеет отклонения, приспособление будет работать, но с увеличенным радиусом изгиба, что приводит к закруглению прямой линии.
Привод
Ручной привод из пары трубных отрезков соединяется сваркой с передней или боковой частью пуансона. Он может быть в виде скобы или телескопического рычага. Длина рычага прочно фиксируется для конкретных положений с помощью штифтов, соединяющих насквозь отверстия с шагом в 0,1 м. Такая рукоятка способствует равномерному распределению нагрузки, регулируя усилия воздействия на поверхность в зависимости от ее толщины. Например, телескопическая форма рычага при кузовных работах позволяет увеличить усилия более чем в 2 раза.
Самостоятельное изготовление
Следуя чертежам, можно сделать своими руками ручной кромкогиб для обработки металла незначительной толщины при авторемонте.

Для него достаточно:
- уголка,
- балки из металла,
- петель с болтами,
- струбцин,
- рукоятки,
- стола,
- сварочного аппарата.
Подготовительный этап
- Изготовить основу из двутаврового профиля.
- Уголок болтами прикрепить к верху балки.
- Три петли приварить под уголок.
- Плотный прижим металла обеспечить двумя струбцинами.
Для легкости поворота станка во время сгибания листа металла по обеим сторонам приделать ручки. С помощью струбцин прикрепить станок к столу.
Для обработки изделие кладется между профилем и уголком. Щель для него образуется после откручивания уголка. Металлический лист выравнивается по краю и загибается поворотом приспособления за рукоятки.
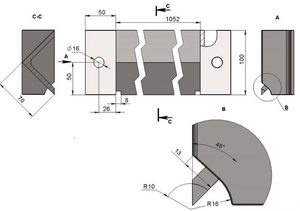
Станок для сгиба длинных прямых кромок
Изготовление своими руками ручного кромкогиба для длинных прямых кромок следует начать с изучения чертежей, а также подбора оборудования и необходимых материалов:
- пары отрезков швеллеров для основания и пуансона,
- уголков с прямолинейными кромками.
- сварочного аппарата,
- листа стали,
- стальных осей — прутков сечением 10 мм,
- щеток с щетиной из стали,
- скобы под ручку.

4 основных детали:
- основание,
- прижим,
- пуансон,
- ручка.
Вначале надо снять фаски по ребру обжимного пуансона, приварить к нему оси. Оси самого прутка должны совпадать с ребром уголка. На концах рабочей части прижима делаются выборки.
Для сборки основание с пуансоном зажимается в тисках. При этом стенки первой и второй полок должны быть в одной плоскости. Зазор между деталями получится за счет прокладки из картона. После этого элементы крепко фиксируются в тисках.
На оси пуансона надеваются щетки с металлической щетиной. Эти составляющие крепятся к основанию с помощью струбцины – рамки с подвижным зажимом.
Затем щетки привариваются к швеллеру, а в основании просверливаются отверстия, в которые вкручиваются зажимные болты. На шпильки метизов заворачиваются, гайки. Потом они привариваются сваркой к швеллеру.
После выкручивания болты вставляются в отверстия прижима и на них закручиваются гайки-ограничители.
Рукоятка-скоба приваривается к уголку. Завершающий этап сборки конструкции — установка в тисках.
Ручной кромкогиб для отбортовки
Отбортовка – это способ загиба кромки на цилиндрических или овальных изделиях. В процессе работы происходит растяжение материала. Его величина зависит от свойств и толщины материала, наклона угла отбортовки, параметров кромки.

Отбортовку выполняют на станке или с помощью ручного кромкогиба своими руками. Такая технология обработки необходима при подготовке к паечным, сварочным работам, при изготовлении любого фланца.
Ручной кромкогиб своими руками – экономия семейного бюджета
Многим интересно, как самому сделать кромкогиб, насколько это сложно. Изготовление простой конструкции займет несколько вечеров, а сэкономит несколько тысяч рублей. Еще одним аргументом может стать экстренность использования.
Например, для авторемонта использование ручного кромкогиба, изготовленного своими руками, сэкономит еще время и нервы. Но такое оборудование может проигрывать заводским изделиям по точности и технологичности.
Видео — как изготовить кромкогиб самостоятельно
Меры предосторожности
- Обязательно надевать рукавицы из плотного материала.
- Защищать глаза очками или маской.
- Ремонтируемые изделия должны надежно закрепляться на подставках.
- Очищать поверхности деталей из металла.
- Складывать металлические обрезки в специальное место.
- Для уборки металлической стружки пользоваться щетками.
Виды оснастки для сгибания кромок металла
Разновидности гибки зависят от вида изделий.
Для их изготовления используется металл:
- листовой,
- круглый,
- профильный.
- по радиусу,
- под углом,
- по фасонным кривым.
Ручная гибка осуществляется в помощью молотка и разных приспособлений по:
- образцу,
- месту,
- разметке,
- шаблону.
Плоскогубцами захватывают, зажимают и удерживают мелкие детали. Круглогубцами и острогубцами отрезают проволоку. Оправка служит для крепления обрабатываемой поверхности.
Современники, в основном, используют механизированную гибку с разными:
- матрицами,
- штампами,
- шаблонами.
самодельные приспособления для гибки металла и холодной ковки.
В данной теме хотелось бы собрать все самодельные станки или приспособления для фигурной гибки металлов (трубы, профильной трубы,полосового железа, жести итд!!)
Больше 20 лет занимаюсь металлом – по любви. Могу поделиться конструкцией электротрубогиба из подручного металлолома – двигатель 1,5 кВт через 2 редуктора – лом изгибает на раз.
hjvfyhu конечно поделитесь думаю всем будет интересно и мне в том числе  У меня тоже есть трубогиб не такой уж и сложный и электричества не надо
У меня тоже есть трубогиб не такой уж и сложный и электричества не надо  завтра сделаю фото и выложу.
завтра сделаю фото и выложу.
Ручных тоже куча, но они годятсю до дюйма, а дальше ни веса ни силы не хватает.
hjvfyhu нее у меня не ручной а гидравлический выгибаешь трубу с помощью дамкрата
 завтра фото будет
завтра фото будет
вот некоторые заводские приспособы для гибки полосы и вукручивание предварительно свареных квадратов в некое подобие цветка что ли даже не знаю как назвать 
Файлы:
m3_v1_w.jpg
mb25-30_b.gif
mnmwiwzjncllldmt-mo4a-kr.jpg
m3_v9_w.jpg
Квадратную трубу для теплицы,кто нибудь гнул?
15х15 без проблем хоть по кругу – проверено. Только надо плотно огибаемую плоскость подогнать под размер материала. Гибочный ролик не критично.
Ждем фото. Пригодится в процессе сборки.
Общий вид. Вверху сменные форми не пол- и три четверти дюйма, на станке на дюйм
http://iscr.ru/1328636146/
Ручной для пол дюйма, квадратного профиля и тонкостенок, в т. ч. и цветных металлов.
http://iscr.ru/1328636412/
Для гидравлики и прутков до 12 мм.
http://iscr.ru/1328636617
Вид сверху, для многократных операций установлен концевик (справа вверху), внизу (не видно) концевик автоостанова.
http://iscr.ru/1328635735/
А как можно согнуть трубу в три четверти, чтобы получить колесо диаметром около 1м. Желательно как попроще.
Когда то крутили из труб круглые колеса на диске от ГАЗ-52, хотя диаметр немного меньше но при снятии нагрузки с трубы она пружинит и диаметр увеличивается. Качество, конечно, не идеал. Для идеального изгиба на любой диаметр необходим трехроликовый гибочный станок, желательно с приводом на все ролики. Раньше такие устройства были в СХТ. Если качество не критично, можно втроем обогнуть на колесе меньшего диаметра, огибать с запасом раза в полтора, концы обрезать.
Когда то крутили из труб круглые колеса на диске от ГАЗ-52, хотя диаметр немного меньше но при снятии нагрузки с трубы она пружинит и диаметр увеличивается. Качество, конечно, не идеал. Для идеального изгиба на любой диаметр необходим трехроликовый гибочный станок, желательно с приводом на все ролики. Раньше такие устройства были в СХТ. Если качество не критично, можно втроем обогнуть на колесе меньшего диаметра, огибать с запасом раза в полтора, концы обрезать.
Спасибо за совет. Я тоже прикидывал такой вариант, только диски взять от Т-25.
Мужики отмечусь,не много занимаюсь ковкой,поэтому интересуюсь.
Мужики отмечусь,не много занимаюсь ковкой,поэтому интересуюсь.
Чем нагреваешь металл? Есть желание сделать горн под газ (пропан или природный). Нет идей?
Пока все примитивно,нагреваю углем,горна хорошего нет-буквально все на коленке.Строю мастерскую-не успел закончить до зимы.В мастерской горн буду делать стационарный,топить скорее всего тоже углем,один товарищь видел где то,что нагревают детали током высокой частоты,я не много знаком с подобными установками,но маленькими-настольными.Если делать для нагрева деталей,то наверное получится сильно энергозатратная.Станков для гибки пока ни каких нет-гну в ручную-на наковальне,но обязательно буду делать.
Нашел инете газовый горн от природного газа с поддувом воздухом, начал мудрить. Апока пользуюсь самодельной горелкой типа пропанового резака только раза в 10 увеличенного. Конечно очень слабо, но металл до 10 мм греет сносно, меньше минуты. Ширина прогрева сантиметра 3.
Пока все примитивно,нагреваю углем,горна хорошего нет-буквально все на коленке.Строю мастерскую-не успел закончить до зимы.В мастерской горн буду делать стационарный,топить скорее всего тоже углем,один товарищь видел где то,что нагревают детали током высокой частоты,я не много знаком с подобными установками,но маленькими-настольными.Если делать для нагрева деталей,то наверное получится сильно энергозатратная.Станков для гибки пока ни каких нет-гну в ручную-на наковальне,но обязательно буду делать.
это же скоко электричества на такую установку надо!! дешевле углем будет и в помещении теплей одним выстрелом 2 зайцев как говорится!!
Понадобилось мне однажды быстро сделать длинномерный профиль из листового железа. Собрал из подручных швеллеров оправку, а в качестве пресса применил лопату бульдозера. 
Как сделать вальцы своими руками?
При необходимости частого изготовления полых или конусовидных изделий из тонколистового металла основным технологическим процессом является гибка, а наиболее подходящим оборудованием — трёхвалковые листогибочные вальцы.
Почему именно трёхвалковые? Потому, что кинематическая схема четырёхвалковых листогибочных машин с ручным приводом значительно усложняется, а видимых преимуществ от этого получить не удаётся.
Листогибочные вальцы трехвалковые своими руками

Как разработать техническое задание на разработку вальцовочного станка своими руками
Простейшая схема трёхвалкового ручного станка включает в себя:
- Рамное основание.
- Две боковых стойки с отверстиями под подшипниковые узлы.
- Три продольных вала, один из которых – верхний — размещается под углом 60° относительно двух остальных.
- Комплект рабочих валков, количество которых зависит от предельного значения наружного диаметра вальцуемой заготовки.
- Рукоятку для вращения нижних, приводных валков.
- Зубчатую или цепную передачу, которая обеспечит синхронное вращение приводных валков в одну сторону.
- Нажимной узел с пружинами сжатия, который обеспечит возможность прижима неприводного валка к заготовке. Его проще выполнять слева или справа, поскольку тонкий лист довольно легко выходит из зазора при изменении его первоначального значения только с одной стороны.
- Приспособление для поворота одной из стоек вальцовочного станка с целью замены рабочих валков.
Прежде всего, следует чётко ограничить технические возможности проектируемого валкового оборудования. Вальцовочный станок с ручным приводом способен производить гибку листового металла толщиной не более 1 — 1,5 мм, при ширине заготовки до 600 мм.
При малой энергоёмкости самого процесса гибки, потери на трение в передачах и подшипниках оказываются весьма значительными, что заставит оператора увеличивать мускульное усилие, прилагаемое для проворота рабочих валков.
Между тем видимая неравномерность их вращения вызовет нежелательные искажения формы профилируемого изделия. Из двух вариантов – асимметричное либо симметричное размещение приводных валков – предпочтение стоит отдать второму варианту, поскольку в этом случае сделать вальцы своими руками значительно проще.
Лучше всего воспользоваться готовыми чертежами на самодельные вальцы, которые имеются на специализированных форумах. Если требуется сделать ручной вальцовочный станок под иные параметры производимых деталей, то проектирование начинают с определения усилия и крутящего момента, необходимых для гибки.
Минимальными эти значения будут в случае деформирования алюминия марок АД0 или АД1, но при толщине заготовки до 0,8 мм возможна гибка и малоуглеродистой стали марок сталь 08 или сталь 08кп.
Если полученные значения удовлетворяют физическим возможностям исполнителя, то от проектирования можно переходить к изготовлению деталей будущих листогибочных вальцев.

Для изготовления валковой машины своими руками вначале необходим чертёж общего вида станка, где следует изобразить кинематическую схему перемещения всех его подвижных частей. Потребуются также чертежи сборочных единиц и рабочие чертежи ненормализованных деталей трёхвалкового листогиба.
Желательно, чтобы таких деталей было поменьше, поскольку сделать многие из них в домашних условиях, и своими руками затруднительно, а то и вовсе невозможно.
В частности, есть смысл подыскать направляющие круглого поперечного сечения, например, от списанного токарного станка 1К62 или более мелкого: их техническое состояние вполне позволит использовать данные детали под опорные валы листогибочных вальцев. То же касается шестерённой пары.
Далее, под имеющиеся детали можно уточнить характеристику будущих трёхвалковых вальцев и сделать подбор подшипников качения для всех валов. Желательно использовать готовые чертежи для следующих узлов:
- Узла прижима неприводного валка, который напоминает обычный зажим в виде струбцины, смонтированный в одной из стоек;
- Корпуса подшипников, в которых будут вращаться валки;
- Опорной рамы вальцовочного станка.

Перечисленные чертежи обычно универсальны, и не нуждаются в доработке под конкретные изделия, гибку которых предполагается проводить на вальцах, собранных своими руками.
Сборка вальцовочного станка своими руками
Самодельные валковые листогибы с ручным приводом собираются в следующей последовательности:
- Сваривается (по размерам, приведенным на чертеже общего вида) станина вальцовочного станка.
- Монтируются боковые стойки, для которых подойдёт стальной швеллерный профиль из низкоуглеродистой стали марки 09Г2С или подобной.
- Крепится корпус под детали передачи (если шестерни придётся сделать самостоятельно или заказывать, то для монтажа цепной передачи можно подобрать силовые звёздочки и натяжную цепь, например, от горного велосипеда).
- Валы вводятся в отверстия корпусов подшипников, после чего выставляется их параллельность, и производится окончательная фиксация узлов станка.
- Перед окончательной сборкой валкового агрегата своими руками стоит произвести пробную гибку детали, уточнить количество и характер смазки опор подшипников, а также отрегулировать натяжение приводной цепи.

Если установка вальцев предполагается в неотапливаемом помещении (например, в гараже), то все детали стоит покрасить атмосферостойкой краской или позаботиться об их антикоррозионном покрытии.
Самодельные вальцы для листового металла

Ротационная гибка листового и широкополосного металла востребована в производственной деятельности и мелких компаний, и ремонтных мастерских. Вальцы своими руками смогут изготовить даже домашние умельцы, сэкономив при этом на приобретении аналогичного промышленного оборудования.
Преимущества ротационной гибки на вальцах
В процессе деформировании металла на машинах ротационного действия (какими и являются вальцы) основное деформирующее усилие прикладывается не одновременно ко всей поверхности заготовки, а постепенно, по мере того, как в очаг деформации вовлекаются все новые объемы металла.
В результате усилие значительно уменьшается, а некоторое снижение производительности гибки в большинстве случаев некритично. Кроме того, сам принцип работы листогибочных вальцев настолько прост, что для самостоятельного изготовления вальцовочного станка не потребуется существенных затрат труда и исходных материалов.
Последовательность операций листовой вальцовки заключается в следующем:
- Исходную заготовку (лист или широкая полоса) заправляют в начальный зазор между рабочими валками.
- Опускают подвижный валок до надежного прижима заготовки к нижним валкам.
- Проворачивая подвижный валок, изгибают заготовку. Количество оборотов инструмента может быть разным — все зависит от ровности поверхности заготовки.
- Когда нужное качество гибки достигнуто, деталь извлекают из валков.
Таким способом можно получать продукцию типа цилиндров и конических деталей, производить правку полос и т.д. Усилие ротационной вальцовки невелико, поскольку трение в ходе штамповки минимально, и необходимо лишь для фиксирования заготовки в валках. Более существенен крутящий момент, но и его значения относительно малы.
Они определяются только величиной плеча приложения усилия. Более заметно на усилие процесса влияют физико–механические характеристики материала, и его толщина (для толстолистовых заготовок резко возрастает момент сопротивления сечения).
Поэтому ротационная вальцовка выгодна для малоуглеродистой стали толщиной не более 4 мм, жести, алюминия и других высокопластичных металлов и сплавов.
Ввиду малости усилий и моментов, вальцы своими руками в большинстве случаев обходятся без электродвигателя. Более того, электромеханический привод приводит к увеличению металлоемкости станка и усложнению его конструкции. Так, потребуется понижающий редуктор, промежуточный вал, и, возможно, тормоз.
Выбор и обоснование конструктивной схемы станка
 Листогибочные вальцы различаются по следующим параметрам:
Листогибочные вальцы различаются по следующим параметрам:
- По количеству рабочих валков: могут быть трех– или четырехвалковыми (установки с большим числом валков встречаются редко).
- По схеме расположения валков. Имеются механизмы, оси валков которых расположены симметрично и асимметрично поперечной оси.
- По способу фиксации валков в станине — на подшипниках качения или скольжения.
- По типу привода — от вальцев ручных, до приводимых в действие двигателями переменного и (реже) постоянного тока.
Вопрос — как сделать вальцы, которые будут предназначены для листового металла — следует начать с разработки технического задания.
При этом следует учесть, что ручной привод эффективен при гибке изделий с толщиной не выше 0,8…1.2 мм, и при ширине не более 500…800 мм, иначе приводную рукоятку придется делать очень длинной. Это не только неудобно, но и приведет к увеличению размеров производственной площади, где предполагается установить агрегат.
По той же причине трехвалковую схему стоит предпочесть четырехвалковой — сложность изготовления возрастет, а видимых выгод пользователь не получит. Тем более нет смысла делать вальцы с еще большим количеством валков (например, семивалковые исполнения нужны при необходимости выполнения радиусной гибки листовых изделий на диаметры от 1500…1600 мм).
Более сложным является вопрос симметричности расположения валков в трехвалковых вальцах. Симметричная схема (при которой валки располагаются равносторонним треугольником: нажимной — сверху, а рабочие — снизу) конструктивно проще и технологичнее в изготовлении.
Однако, после обработки на таком оборудовании передний и задний края заготовки на некотором расстоянии (примерно половины от межосевого) останутся прямыми и потребуют повторного цикла деформирования.
Если на вальцах предполагается производство толстолистовых изделий преимущественно типа цилиндров с изогнутыми краями, то придется изготавливать асимметричную машину.
Таким образом, оптимальной для изготовления в домашних условиях можно считать установку с тремя симметрично расположенными рабочими валками.
Состав узлов и особенности их изготовления

Вальцовочные станки с ручным приводом состоят из следующих узлов:
- Сварной станины рамного типа, которая, в свою очередь, состоит из двух опорных стоек, связанных для повышения жесткости крест–накрест профильными трубами или квадратными стальными стержнями. Для повышения устойчивости конструкции к нижним торцам опорных стоек можно приварить подпятники.
- Узла регулировки расстояния между подвижным и неподвижным валками.
- Рукоятки вращения верхнего валка (для увеличения скорости вращения валков можно предусмотреть повышающую передачу, для чего следует снабдить вал рукоятки зубчатым колесом, а на одном из валков установить соответствующую шестерню).
- Рычажных устройств для осевого перемещения верхнего валка (при установке исходной заготовки в зазор между валками).
- Собственно валков, два из которых — нижние, устанавливаются в подшипники опорных стоек, а верхний, нажимной — в оси поворотного рычага.
- Фиксатора положения нажимного валка, который учитывает толщину обрабатываемого металла.
- Опорной трубы, на которую укладывается исходная заготовка (вместо трубы можно смонтировать небольшой приемный столик из холоднокатаной стали толщиной 6 мм).
Многие детали для конструкции можно позаимствовать от списанных рольгангов, предназначенных для подачи листа, например, к листовым ножницам. Порядок изготовления и сборки в условиях домашней мастерской вальцев ручных с тремя валками заключается в следующем.
Например, с уменьшением расстояния между опорными стойками (по сравнению с теми, что указаны на рисунке), можно пропорционально увеличить диаметр валков, при этом предельно допустимое значение их прогиба при деформировании не увеличится. Уменьшать поперечное сечение опорных стоек при этом не следует.

Материалом стоек можно принять профильную квадратную трубу из стали типа Ст.3, которая хорошо поддается сварке. Вначале привариваются распорки жесткости, а затем к ним — трубчатые или сплошные профили. Сварку необходимо проводить в кондукторах, чтобы исключить коробление конструкции и обеспечить строгую параллельность полученной рамы.
Небольшие погрешности для уже сделанных стоек легко исправить подваркой опорных подпятников, имеющих разную высоту.
Далее изготавливают рабочие валки. Для этого используют толстостенные трубы, причем они должны быть либо холоднокатаными, либо изготовленными из нержавеющей стали: таким образом можно обеспечить нужную шероховатость рабочей поверхности. Горячекатаный прокат использовать не рекомендуется из–за высокой трудоемкости очистки с последующей шлифовкой поверхности будущих валков.
Подбирают под свои потребности нужный типоразмер подшипникового узла. Для подшипников скольжения лучше принимать стандартные узлы, изготовленные по ГОСТ 27672. Ввиду малых окружных скоростей и усилий деформирования, надобности в применении подшипников качения нет.
Следующий этап изготовления вальцев — монтаж валков. Его надо выполнять, используя лазерный уровень, чтобы исключить перекос инструмента, и с учетом зазора между нижними валками. Отверстия под крепеж корпусов подшипников к стойкам стоит выполнять овальными, для последующей регулировки.
Убедившись в легкости вращения нижних валков, приступают к установке механизма перемещения верхнего валка. Валковые рычаги проектируют так, чтобы в конечном положении ось нажимного валка располагалась точно между осями нижних валков, а ход рычага соответствовал возможности извлечения готового изделия из зоны гиба.
Второе плечо рычага выполняют с несколькими отверстиями, в которые при регулировке технологического зазора будут вставляться фиксирующие штифты. Процесс подгонки размеров производят с одной установки, учитывая то, что левый и правый рычаги отличаются зеркально друг от друга.
Последний этап перед опробованием станка — монтаж опорного стола или трубы. Для удобства на ней стоит предусмотреть подвижные ограничители ширины заготовки.
Самодельные вальцы можно устанавливать и вне помещений, тогда придется дополнительно изготовить защитный кожух. Часто его делают откидным, используя при работе вальцев в качестве задней опоры деформируемому металлическому листу.
Как сделать струбцины из дерева, фанеры, металла
Каждый столяр во время работы применяет струбцины, надежно фиксируя с их помощью заготовки. Сделать такое приспособление можно самостоятельно, причем вариантов исполнения существует несколько.
Струбцины бывают простые, универсальные и специализированные. Не так давно появился новый вид изделия – быстрозажимное. Такой элемент может сжать до 450 кг. Полезно будет изучить инструкцию по созданию струбцин для дерева своими руками.
![]()
- Угловой вариант
- Струбцина в форме штангенциркуля
- Самозажимной вариант
- Для склейки досок (щита)
- Материалы и этапы сборки
- Принцип действия
- Специальные конструкции струбцин
Угловой вариант
Независимо от типа струбцины, она должна крепко зажимать детали для их соединения или обработки. Угловое столярное приспособление помогает скреплять заготовки из дерева под определенным углом (чаще всего 90°, но бывают и другие). Без этого не обойтись при сборке мебели и рамок.
![]()
Для того чтобы смастерить такую струбцину из дерева своими руками, потребуется следующие материалы:
- два деревянных бруска толщиной 25 мм из древесины твердой породы;
- фанера толщиной 12 мм или больше;
- саморезы, шпильки;
- лобзик или ножовка;
- дрель.
Из фанеры вырезают квадратную дощечку со стороной 25 или 30 см. На ней закрепляют два бруска под углом 90 °.
![]()
Важно! Угол должен быть отмерен с высокой точностью, поскольку от него зависит правильная фиксация деталей.
Вначале бруски приклеивают, затем зенкуют, просверливают дрелью отверстия и закручивают саморезы или другие крепежные элементы. От центра брусков проводят перпендикуляры – здесь будут проходить винтовые шпильки.
На расстоянии 20 мм от угловых крепят упорные бруски, выдерживая между ними промежуток. Он должен быть чуть больше ширины деталей, которые предстоит зажимать самодельной струбциной. Шпильки лучше вкрутить сразу, перед фиксацией упоров. Потребуется также вырезать подвижные колодки, которые будут соединены со шпилькой (при ее выкручивании заготовка будет прижиматься к угловому бруску).
![]() Таким же способом делается струбцина из фанеры или листов ДСП. В ней вместо деревянных брусков берут толстый фанерный лист. Есть другие варианты изготовления своими руками струбцин, но принцип их сборки в целом схож.
Таким же способом делается струбцина из фанеры или листов ДСП. В ней вместо деревянных брусков берут толстый фанерный лист. Есть другие варианты изготовления своими руками струбцин, но принцип их сборки в целом схож.
Струбцина в форме штангенциркуля
Приспособления, которые имеют форму штангенциркуля, используются для сильной фиксации маленьких деталей. Для самодельной струбцины потребуется, как и прежде, фанера и бруски небольшой толщины.
![]()
В качестве винта лучше всего взять шпильки с резьбой прямоугольного профиля или трапециевидного. Шаг резьбы – 2 витка на см. Очень хорошо, если на шпильке с одной стороны будет целик чуть меньшего диаметра, чем резьба. Он может использоваться для посадки ручки. С другой стороны желателен целик чуть большего диаметра для посадки подшипника.
Итак, в простейшей струбцине один конец будет неподвижным, а второй будет продвигаться посредством червячной передачи.
![]()
Для освобождения заготовки нужно передвинуть кронштейн на требуемое расстояние и повернуть на несколько оборотов вороток. Таким образом элемент зафиксируется. После этого можно отпустить механизм и заготовка освободится.
Самый простой вариант этой модели оснащен рельсовой конструкцией. Направляющие, которые устроены параллельно, имеют вырезанные пазы на равном расстоянии. Неподвижные упоры закрепляются при помощи тяг, изготовленных из металла. Ровно по ширине заготовок они могут перемещаться. В торце брусов следует установить неподвижные упоры, которые имеют червячный механизм. Обычным способом происходит зажим шпилькой и мебельной гайкой.
Самозажимной вариант
Для склеивания деталей лучше выбрать самую простую модель струбцины, которая имеет F-образную форму. В магазинах продают различные модели, которые состоят не только из древесины, но и из металла. Стоимость таких инструментов высока. Поэтому многие мастера предпочитают изготавливать их своими руками.
![]()
Для небольших операций отлично подойдет зажимная струбцина кулачкового типа. Например, если необходимо склеить небольшие детали или зафиксировать заготовки. Такая модель работает так же, как и ф-образный элемент. В состав инструмента входят 2 губки и направляющие шины. Губки: подвижная и неподвижная. Для надежного зажима необходимо хорошо зафиксировать заготовку и повернуть кулачок на 90 градусов.
Сделать такой инструмент можно самостоятельно при минимальном наборе инструментов и материалов. Перед началом следует начертить чертеж изделия. Можно использовать любой материал для изготовления, а также изменять стандартные размеры по своему желанию.
![]()
Шину изготавливают деревянную или металлическую. Маленькие болты и заклепки можно применять вместо металлических штифтов. Рекомендуется изготавливать одновременно подвижные и неподвижные губки, так как они зеркально отображают друг друга. Их ширину и длину можно изменять, чтобы увеличивать захват изделия.
Для склейки досок (щита)
Зажимные струбцины нужны для фиксирования делянок, которые после высыхания клея используются для мебельных щитов. Такие изделия отличаются от простых своей длиной. Другими словами, они имеют большой размах губок. Если покупать в магазине такой материал, то придется выложить приличную сумму. Поэтому мастера предпочитают делать зажимные механизмы самостоятельно.
![]()
Материалы и этапы сборки
Для того чтобы изготовить зажимы для дерева, понадобятся следующие элементы:
- брусок из бука или березы;
- сверло перьевое;
- труба 2,5 см;
- врезные гайки подходящего диаметра;
- гайка, которая имеет закругленный набалдашник (используется для декора);
- фреза диаметром 2,5 см и длинная шпилька.
![]()
Основой материала является труба, от которой отрезают кусок требуемой длины. В зависимости от размера губок необходимо распилить брусок. Кусочки должны быть от 15 до 20 см. Для свободного движения бруса по трубе следует сделать отверстие диаметром 2,5 см на расстоянии от края 2,5 см. Параллельно отверстию нужно выполнить пропил с того же торца. Для фиксации губки на трубе соединяют отверстие с торцом.
Для забивной гайки необходимо просверлить дополнительное отверстие сбоку от пропила. В него необходимо забить гайку и закрутить с обратной стороны болтом. Чтобы зафиксировать губку, следует зажать трубу в отверстии. Для передвижения трубы необходимо раскрутить болт, затем передвинуть элемент и повторить все действия снова.
![]()
В нижней зажимной части устроено 2 губки, она немного больше верхней, имеет дополнительную гайку. По строению же обе части одинаковые. Дополнительная забивная гайка располагается в противоположном конце трубы, в которую устраивается шпилька с гайкой типа «барашек».
Во второй разборной подвижной части нет таких зажимных деталей, как пропилы и гайки. Размеры такого элемента тоже немаленькие. В этой части необходимо сделать углубление для устройства шпильки.
Принцип действия
Принцип работы струбцины очень простой. Необходимо развести крайне губки таким образом, чтобы они были друг от друга на расстоянии на 3 см большем, чем ширина щита, который будет установлен. Далее нужно зафиксировать их на трубе. Для этого зажимают гайки, которые расположены по краям. Заготовки необходимо положить на трубки и заклеить клеем. Затем их нужно стянуть между собой при помощи вращения «барашка».
![]()
При умении пользоваться болгаркой и сварочным аппаратом можно сделать такую же струбцину для склеивания дерева из металла.
Для поддержания плоскости делянки трубками рекомендуется устроить струбцины в шахматном порядке. Главным преимуществом такого инструмента является простота изготовления и эксплуатации.
Специальные конструкции струбцин
Освоив навыки изготовления струбцин простой формы, можно совершенствовать их и делать приспособы для соединения сложных деталей.
Встречаются самодельные струбцины, сделанные из деревянной вешалки, которую распиливают на части. Комбинируют дерево и сталь, выполняют более удобные ручки, позволяющие быстро закручивать винт. Это особенно важно, если надо часто менять положение или использовать несколько струбцин одновременно. В случае сложных заготовок можно вначале вырезать их из бумаги, а затем перенести на фанеру.
![]()
Хотя более надежными являются сварные изделия из металла, деревянные конструкции тоже применяют не только для столярных, но и для токарных, плотницких работ. Не нужно иметь особых навыков для создания струбцины. Сделать такое изделие из дерева можно в неограниченном количестве своими руками. Потребуется лишь уделить процессу изготовления определенное время.
Как из пары досок сделать струбцины для склейки мебельных щитов

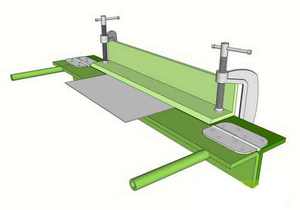
Для склейки мебельных щитов нужно много мощных больших струбцин. В заводском исполнении они дорогие, поэтому даже профессиональным столярам приходится обходиться самодельными приспособлениями. Предлагаем конструкцию надежных и дешевых в изготовление струбцин, которых для склейки щита потребуется всего 2 шт.
Материалы:
- Дубовые рейки 50х20 мм – 4 шт.
- листовая сталь 3-5 мм;
- полоса 2 мм любой ширины;
- резьбовые шпильки М12 20 см – 2 шт.
- стальной пруток 6 мм;
- удлиненные гайки М12 – 4 шт.;
- саморезы 10 мм;
- болты, гайки, шайбы М8.
Процесс изготовления струбцин
Для одной струбцины нужно подготовить 2 рейки из дуба или другой твердой древесины.

Лучше сразу собирать пару вайм, поэтому количество всех деталей потребуется умножить в 2 раза. Длина реек должна быть на 20-30 см больше, чем планируемая максимальная ширина склеиваемого щита. Из листовой стали нужно вырезать 2 угловые крепления.


В них просверливаются 4 отверстия, как на фото.

На одну рейку устанавливаются оба крепления. Через центральное отверстие они стягиваются болтом, а в остальные вкручиваются короткие саморезы. Эта рейка будет нижней частью струбцины.


Верхнюю рейку ваймы нужно скруглить с торцов, и просверлить по краям под болты.

Сбоку с шагом 10 см она просверливается сверлом 7 мм под стопор.

На прикрученное крепление нижней рейки приваривается удлиненная гайка. Варить нужно ровно, чтобы при вкручивании в нее шпильки, та не упиралась в бруски.


Из обрезка рейки нужно сделать ручку для вращения зажима.



В нее вклеиваются на двухкомпонентный клей удлиненная гайка. Затем в ту заворачивается шпилька.


После этого нужно застопорить соединение, просверлив его сбоку и установив тонкий винт.


Из полосы или листовой стали нужно сделать 4 рычага по 12 см с отверстиями по краям. Этой длины будет достаточно для склейки щита из ламелей сечением 50 мм.
Деревянные детали пропитываются маслом.


Затем выполняется сборка реек на рычаги с предварительной установкой сваренного крепления. После этого в гайку заворачивается шпилька с ручкой.



Парой таких вайм можно склеивать щит. Важно перед первой и за последней ламелью подкладывать бруски, чтобы не сминать ламели. В качестве дальнего упора используются стопоры из прутков, вставляемые в боковые отверстия верхней рейки. Впереди ламели поджимаются вкручиванием шпильки. Такая струбцина не только сжимает их между собой, но и держит в плоскости. При склейке можно откручивать рычаги возле шпильки, чтобы было удобней раскладывать детали.






