Самодельный профилегиб за 2000 рублей: детали, конструктив, размеры и необходимые инструменты
Профилегиб нужен многим домашним мастерам. Согнуть металлические трубы для теплицы, сделать арки для навеса для автомобиля, изготовить крышу для качелей — инструменту везде найдётся применение. Вот только цена на покупной качественный профилегиб заводского изготовления «кусается». Как быть? Сделать «машинку» для гибки труб с ручным приводом из недорогих материалов по образцу от Pin008.
- Стоимость самодельного профилегиба, необходимые детали и инструмент
- Этапы изготовления профилегиба своими руками
- Полезные советы по изготовлению самоделки
Профилегиб без токарных работ: цена, детали, инструменты
Задумав сделать профилегиб своими руками, мастер задаёт себе вопросы:
- Потребуется ли токарка?
- Во сколько обойдётся самоделка?
- Не дешевле ли купить профилегиб в магазине?
Чтобы ответить на них, сразу покажем, что получилось у участника портала Pin008.
А это пример работ, выполненных профилегибом.


А это видео, где показана работа этого самодельного трубогиба для профильной трубы.
Если вас заинтересовал самодельный станок для гибки труб Pin008, то для его изготовления вам понадобятся:
- подшипниковый узел UCP 204 – 4 шт.;
- швеллер прямой 8 (высота основания полки 8 см, ширина полки 4 см) – 2 м;
- ромбический домкрат от легкового автомобиля;
- подшипник 156704 – 3 шт.;
- резьбовая шпилька М20;
- гайки М20;
- шайбы под шпильку М20;
- звездочки от велосипеда – 2 шт.;
- велосипедная цепь.
- болгарка;
- мощная дрель;
- сварочный инвертор.
Далее мы расскажем, как из этих деталей собрать самодельный профилегиб.
Изготовление станка для гибки профильных труб из металла
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:
- Прикинул размеры профилегиба.


- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.



- Примерил детали.

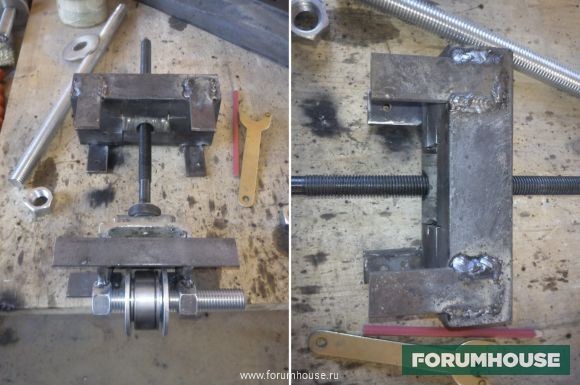
- Собрал корпус гибочного станка из швеллера.



- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.





- Этапы изготовления нажимного ролика.




- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.


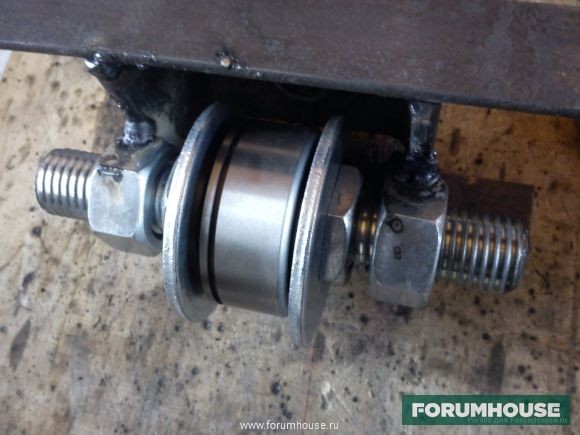
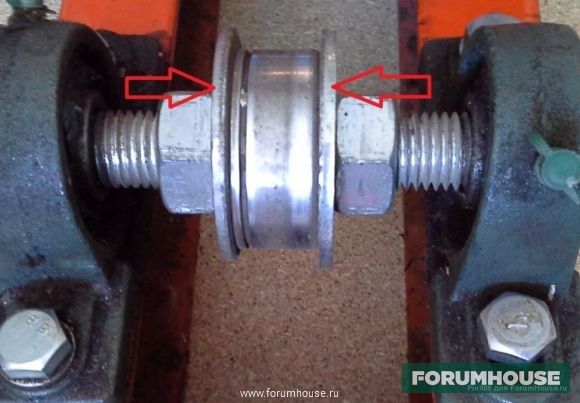
На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.

Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.



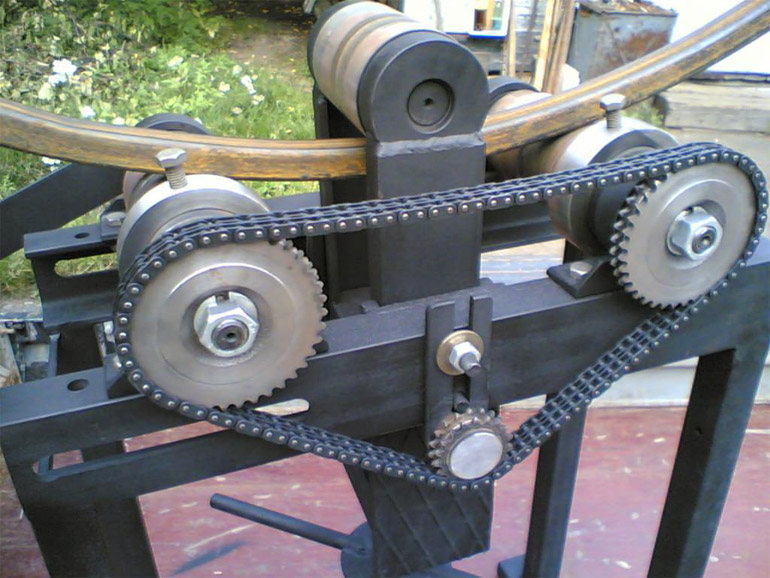
Конструкция в сборе.


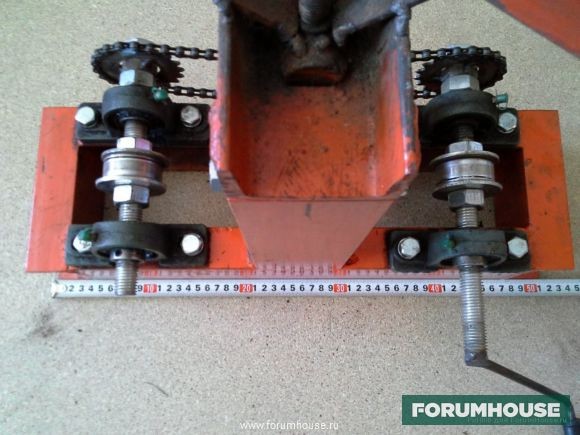
Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.



Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.




Т.к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.




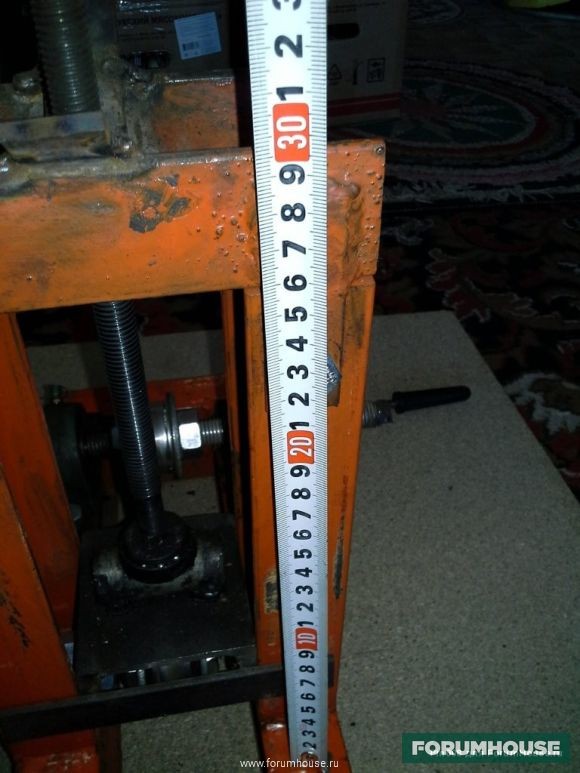

Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.

При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
А нажимной подшипник он взял бы большей ширины.

Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.
Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Присоединиться к обсуждения самодельного станка можно в теме Арочный профилегиб без токарки.
Советуем прочитать статьи:
- Самодельные козлы для распиливания дров и дровокол: чертежи, конструктив, опыт использования
- Ручной станок для гибки арматуры своими руками — самые дешевые и простые варианты самодельных арматурогибов
- Помощники в работе по металлу для домашней мастерской: циркулярная пила по металлу, дисковый отрезной станок, как распилить металл лобзиком
Трубогиб для профильной трубы своими руками: 2 бюджетных вида, чертежи и видео
Сегодня, мы хотим рассказать вам, как сделать простую модель трубогиба для профильной трубы своими руками. Потребность в этом устройстве возникает у многих из нас, особенно на дачном участке, когда необходимо согнуть профиль, чтобы соорудить теплицу или беседку.
Покупать профессиональное оборудование нет смысла, так как в обычной жизни оно требуется нам не часто.
Мы будем делать с вами простую конструкцию профилегиба своими руками, которую каждый мастер-любитель сможет сделать самостоятельно.
Принцип работы трубогиба
Принцип функционирования трубогиба достаточно прост — профильная труба подвергается воздействию, что приводит к её температурному изменению, и сталь становится мягче. Заготовка размещается в прокатной зоне станка для гибки, между валами, которые выступают также в качестве шаблона. Именно от того, как они расположены, какой имеют диаметр, зависит угол загиба профиля.
- направляющими — они удерживают деталь;
- прижимными — придают угол загиба.
Направляющих два, и один прижимной вал.
Стоит заметить, что многократно менять форму профильного трубопроката (нагревать и изгибать) не следует, так как это уменьшает его прочность.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.
- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
- для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
- стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Инструкция как сделать профилегиб своими руками
Итак, переходим к изготовлению трубогиба без токарных работ. Мы решили сделать две разные модели. Можете ознакомиться как с видео инструкцией, так и текстовой версией пошагового руководства.
Трубогиб: обзор и разбор вариантов самодельных конструкций, расчет, чертежи, реализация

Обустраивая хозяйство, рано или поздно сталкиваешься с необходимостью изогнуть трубу. В городской квартире – реже, но тоже. Цены на трубогибочные инструменты и приспособления, что продажные, что арендные, не то чтобы непомерны, но, мягко говоря, не радуют. Поэтому желающих сделать трубогиб своими руками более чем достаточно, а назначение настоящей публикации – помочь им подыскать подходящую для своей конкретной цели конструкцию и дать действенные практические рекомендации по ее изготовлению.
Мастера-любители делают самые разнообразные установки для сгибания труб, от простейших приспособлений до настоящих гибочных станов, см. рис.:

Но немалая часть самодельных трубогибов гнет по принципу «как вышло, так и будет». Вместе с тем те, кому довелось видеть внутренности самолета или ракеты, наверняка обратили внимание на пучки и хитросплетения труб, гнутых, порой самым причудливым образом, чисто и ровно «как так и было». Но никаких «высокосмических» секретов в соотв. производственном оборудовании нет. На аэрокосмических заводах гнутьем труб занимаются рабочие низших разрядов или вовсе ученики. Секреты – в правильных пропорциях некоторых особенностях изготовления трубогибочных станков и устройств и в выборе подходящего для определенной работы их типа. В данной статье эти «секреты» раскрываются, с упором на трубогиб для профильной трубы, поскольку, с одной стороны, именно профтрубы нужнее всего в частном хозяйстве, а с другой – их гибка существенно сложнее, чем круглых.
Примечание: далее в статье рассматривается холодная плоская производственно-технологическая и, частично, декоративно-художественная гибка. Так что, если вы горите желанием наладить в собственном сарае массовое механизированное производство, ну, скажем, гиперболических змеевиков для самогонных аппаратов, то – см. где-то еще.
Дефекты гибки
На военных советах принято прежде всего докладывать о противнике. Так что и мы «разбор полетов» начнем с того, чего нужно избежать.
Типичные дефекты гнутья труб показаны слева на рис.:

Дефекты сгибания круглых и профильных труб
Для бытовых и др. трубопроводов общего назначения допустимы тянучка и волна, вместе уменьшающие площадь просвета трубы не более чем на 10% в самом узком месте. На трубах для газов и хладоагентов любая тянучка и, особенно, волна, нежелательны, т.к. там могут оказаться микротрещины. Волна, пусть и небольшая, недопустима в трубчатых силовых элементах строительных конструкций и механизмов, поскольку резко и непредсказуемо уменьшает их несущую способность.
Характерный дефект гнутья прямоугольных профтруб – «пропеллер» (в центре на рис.), когда труба в процессе гибки закручивается по оси. Арку или полуарку, согнутую с «пропеллером», исправить до пригодности в дело чаще всего невозможно. Причина «пропеллера» – несимметричное распределение технологических нагрузок во время гибки, и гибочное оборудование для профильных труб должно обеспечивать их правильно растекание по заготовке.
Еще один характерный дефект, но уже круглых тонкостенных труб из мягких металлов (меди, алюминия) – «плюшка» (справа на рис.), наружный и/или внутренний продольный рубец; чаще всего при этом на глаз заметно и сплющивание трубы, откуда и название. Микротрещина в «плюшке» где-то обязательно да будет. Хроническая протечка в домовом водоразборе или теряющий фреон кондиционер это не дешевая «запара», а утечка из топливного трубопровода просто опасна. Строительные конструкции, включающие трубчатые элементы с «плюшкой», склонны к внезапному разрушению. Причина «плюшки» гнутых труб – неправильный выбор и/или настройка трубогиба.
Главные правила
Основные причины дефектов изгибания труб – неправильный (чаще – слишком малый) радиус изгиба и короткий технологический хвостовик («хвост»), расстояние от ближайшего к изгибу конца трубы до его начала. «Хвост» нужен не только для надежного закрепления трубы, «хвост» еще и поглотитель отдачи технологических напряжений. Совершенно правильный трубогиб может дать волну или брак (паразитный изгиб).
Правила выбора радиуса изгиба трубы RИЗГ и длины технологического хвостовика L сведены в табл.:

- Если разница реального и ближайших табличных значение поперечника трубы П более 10%, значения исходных расчетных величин вычисляем интерполяцией. В противном случае – берем ближайшее.
- Приводят табличный RИЗГ к относительной величине rИЗГ, т.е. выражают его в диаметрах трубы D или ее высотах H.
- Для труб диаметром до 10 мм из rИЗГ вычитают 1.
- Для труб диаметром от 11 до 15 мм из rИЗГ вычитают 0,85.
- Для труб диаметром от 16 до 24 мм из rИЗГ вычитают 0,75.
- Для труб диаметром от 25 до 40 мм из rИЗГ вычитают 0,65.
- Для труб диаметром более 40 мм из rИЗГ вычитают 0,5.
- Переводят относительный rИЗГ обратно в численный (миллиметровый) RИЗГ.
- От полученного значения RИЗГ берут ближайшее практически удобное большее.
Пример: нужно выгнуть из стальной трубы 24х24х1,5, т.е. уже относящейся к тонкостенным, сложные полуарки для цветочного домика или шалаша. Строение нежилое, легкое, сложная полуарка несущей конструкцией не является (см. далее), т.е. «водопроводно-бытовые» волна и тянучка приемлемы. Берем данные для трубы H=25. По табл. находим rИЗГ = RИЗГ/H = 80 мм/25 мм = 3,2. Вычитаем поправку (для трубы H=25!): 3,2 – 0,65 = 2,55. Переводим обратно в миллиметры (снова по табличному H=25!): 2,55х25 = 63,75 мм. Т.е., если взять новый радиус изгиба 65 мм вместо «бездефектного» 80, то подбор гибочного приспособления и работа упростятся, возможности художественного выражения формой строения увеличатся, а видимых в готовом строении и/или опасных дефектов не будет.
Примечание: для некоторых типов трубогибочных устройств, напр. дорновых и 3-роликовых, см. далее, начальный (стартовый) «хвост» вроде бы не нужен. Но его роль в данном случае играет еще не изогнутый остаток заготовки, поэтому обрезать исходную трубу заранее точно в размер нельзя, выйдет брак. Отрезок на единичное «бесхвостое» изделие, напр. завиток для холодной ковки, вырезается в запасом на «задний хвост» такой же, как «передний». Запас идет в отход, поэтому изделия без прямых отрезков в начале и/или в конце лучше гнуть партиями последовательно из одной трубы, тогда в отход пойдет только самый последний «хвостик».
Просто – радиус
Конкретный трубогиб разрабатывается под радиус изгиба в определенных пределах. Но для выбора прототипа конструкции сразу нужно знать только его очень обобщенное значение:
Выбор прототипа
По всему комплексу указанных выше показателей производится выбор трубогиба определенной конструкции. Из доступных или частично доступных для самостоятельного изготовления таковыми являются приспособления, инструменты и станки для изгибания труб:
- ручной гибочный рычаг – гибка на средние и большие радиусы круглых труб со стенками нормальной толщины. Тонкостенные трубы плющит и мнет, на профильных дает «пропеллер» при незначительном качании рычага вбок. Непременно дает допустимые дефекты. Изгиб на домонтаж или, с дополнительным контрольным шаблоном, по профилю на домонтаж. Прост, дешев, энергонезависим. Постоянной производственной площади для размещения не требуется. Мобилен: можно переносить вручную на дальние расстояния. Низкая производительность, высокая трудоемкость изгиба и утомляемость работника. Достаточно высокие требования к физической силе, квалификации, выносливости и добросовестности оператора. Сфера применения – единичные нестандартные части строительных конструкций;
- гибочная плита (доска) – подобна рычагу, но для малых и средних радиусов. Мобильность вручную ограничена стройплощадкой. Производительность выше, а трудоемкость, утомляемость и требуемая квалификация работника ниже, чем для рычага. Применяется преим. в ходе строительных работ для изготовления на площадке частей трубопроводов и трубчатых вводных и/или вентиляционных устройств;
- гибочный шаблон (кондуктор) – обладает свойствами, похожими на таковые гибочного рычага, но предназначен для изгибания труб тонкостенных, из мягких металлов и профильных. Возможен бездефектный изгиб по профилю в размер. Очень низкая производительность (особенно – по стальным трубам) вследствие «отстоя» на релаксацию металла, см. далее. Если некуда торопиться (скажем, зимой к летнему строительному сезону), может заменить вальцовый трубогиб. Возможно также изготовление многорадиусных архитектурных форм (с контршаблоном). Требуемая квалификация работника в обработке металла – начальная;
- роликовые (обкатные) трубогибы – ручная гибка труб до 30-40 мм по радиусному профилю на домонтаж и в размер. Радиусы изгиба – малые. Сложность и трудоемкость изготовления невысокие. Отдельной производственной площади не требуется, требования к квалификации оператора минимальные. Производительность невысокая. Возможен бездефектный изгиб тонкостенных труб из мягких металлов. Мобильны вручную. Преим. область применения – изгибы общего назначения (см. выше) в ходе слесарных и ремонтно-строительных работ. Сложность и трудоемкость самостоятельного изготовления невысокие;
- арбалетные (обжимные) трубогибы – по свойствам похожи на роликовые, но повышенной производительности для круглых труб из мягких металлов со стенками средней толщины. Возможна оперативная перенастройка по ходу работы. Мобильны ограниченно (перевозятся авторанспортом) или устанавливаются стационарно. Самостоятельное изготовление неоправдано, см. далее. Чаще всего применяются при монтаже домашних и квартирных медных и алюминиевых трубопроводов. В производственных условиях – для выполнения изгибов общего назначения на стальных трубах диаметром до 60 мм;
- дорновые (обводные) трубогибы – также похожи на роликовые, но возможен изгиб с переменным радиусом без стартового хвостовика. Требования к физической силе работника достаточно высокие. Основное назначение – изготовление мелких фрагментов архитектурно-декоративного назначения и для художественной ковки. Сложность и трудоемкость изготовления своими силами весьма высокие.
- вальцовые (прокатные или протяжные) трубогибочные станки – высокопроизводительная гибка любых труб по большим и средним радиусам. Устанавливаются стационарно в специально подготовленном помещении или на оборудованной площадке; реже – перевозятся к месту работы. Гибка – бездефектная по профилю; возможно – по профилю в размер. Основное назначение – производство радиусных строительных дуг из профтрубы до 80 мм шириной.
Описание конструкций
Изложенного выше материала достаточно для предварительного выбора конструкции необходимого для данной конкретной работы трубогибочного оборудования. Для уточнения к окончательному решению даем более развернутые описания.
Рычаг
Устройство ручного гибочного рычага – проще некуда, см. рис. Однако таким вот примитивным приспособлением века и тысячелетия выгибались детали, порой ставящие в тупик и современных технологов. Трубу можно уложить и просто на землю, подложив под нее деревянные чурбачки и закрепив вбитыми в грунт скобами. Работать рычагом лучше с придерживающим заготовку подсобником, сверяясь в ходе гибки по заранее подготовленному шаблону.

Ручной гибочный рычаг для труб
Плита
Гибочная плита (опорно-упорный ручной трубогиб) известна так же давно, как и рычаг. Конструкция в некотором роде гениальная: в качестве гибочного рычага используется сама изгибаемая труба, а вместо «дырки» (хомута на рычаге) его противоположность – прочный опорно-упорный штырь или несколько их. В общем, все по законам Мерфи: если никак не получается, как надо, попробуй сделать все наоборот.
Устройство гибочной плиты понятно по рис. (слева):

Гибочная плита (опорно-упорный ручной трубогиб) и ее “грунтовая” модификация для изготовления дуг каркаса теплицы
Наиболее употребительная разновидность – 4х4. На плите можно делать на доомонтаж (с допустимыми дефектами) все общеупотребительные изгибы. Мешающие упоры просто снимаются; недостающие подставляются. Шаг установки опорно-упорных штифтов берется таким, чтобы между ними входила самая толстая из используемых труб. Бетонную плиту можно залить прямо на грунт в каком-то непотребном месте стройплощадки, напр. где будет фундамент сарая (внутри, не под лентой!) или, допустим, выгребная яма. Марка готового раствора – от М250; армирование не менее чем 2-ярусное. Лунки до штифты формируются деревянным палками, обернутыми пленкой или обильно смазанными солидолом (хуже). Штифты для бетонной плиты нужно делать с хвостовиками длиной в толщину плиты; можно применять и простые круглые штифты из отрезков толстостенной трубы или стального прутка.
«Земляная» модификация гибочной плиты показана в центре и справа на рис. Опоры/упоры – вбитые в грунт трубы или деревянные колья. На таком «станке» можно за раз выгнуть до 5-6 тепличных дуг из трубы до 16х15х2. Важная особенность: трубу нужно обводить по упорам медленно, в несколько приемов, иначе вследствие отдачи напряжения возможен брак – обратная волна. Пленка на ней будет все время протираться, а качественно смонтировать поликарбонатное покрытие вряд ли получится. Уложенные дуги оставляют в «станке» на сутки (лучше – до недели), чтобы остаточные напряжения в металле трубы «рассосались» (релаксировали) и профиль дуг не «сплеснул» за допустимые пределы.
Примечание: на основе гибочной плиты можно сделать универсальный опорно-упорный ручной станок для гибки труб и прутков, см. видео:
Видео: самодельный универсальный гибочный станок
Ручной станок для декоративного проката профтрубы

В этой статье подробно расскажем, как изготовить два приспособления для обработки (холодной ковки) квадратной профтрубы. Первый вариант — мини станок, второй — ручной кондуктор.
Наибольший интерес для домашних умельцев представляет именно станок.
Конструкции бывают самые разные — мы рассмотрим одну из самых простых. Как прокатать профтрубу своими руками для холодной ковки подробно расскажем ниже.
Привод прокатного станка может использоваться разный — можно прокатывать профиль вручную, а можно и поставить электродвигатель.В домашних условиях вполне достаточно станка с ручным механическим приводом.
Для синхронного вращения валов (нижнего и верхнего) будем использовать шестеренки, которые устанавливаются на каждом из валов. Ведущим валом является тот, который располагается сверху.
Валы для прокатки профтрубы можно сделать наборными — из нескольких элементов или цельными — из стального кругляка подходящего диаметра (но для этого потребуется наличие токарного станка или, как минимум, знакомый токарь).
Изготовление корпуса блока
Материалы, которые потребуются для изготовления корпуса самодельного блока усиления профильной трубы:
- металлическая пластина;
- круглая стальная труба;
- подшипники (типоразмер — 6304);
- резьбовая шпилька;
- ролики для проката;
- шестерни с коленвала авто.
Чтобы собрать корпус блока станка для усиления профильной трубы, с помощью болгарки или плазмореза необходимо будет отрезать пластину металла толщиной 10-12 мм.
После этого сверлим в ней два отверстия диаметром 38 мм (для этого можно использовать коронку по металлу).

От металлической круглой трубы отрезаем два кольца, и привариваем их к пластине. Это у нас будут обоймы для подшипников. По такому же принципу изготавливаем еще одну такую пластину с обоймами.

Берем четыре подшипника 6304, и запрессовываем их в обоймы. По возможности лучше запрессовывать в слесарных тисках. Если же бить молотком, то можно повредить подшипники.

Далее нам потребуются две шестерни с коленчатого вала. К шестеренкам нужно приварить с двух сторон шестигранных гайки. Накручиваем шестерни на вал (в данном случае используется резьбовая шпилька М20).
Гайки на шестернях необходимо приварить к шпильке. Для этого в гайках с помощью УШМ делаем пропил до резьбы шпильки, и после этого аккуратно обвариваем.

Для сборки самодельного станка потребуются еще специальные ролики для декоративного проката (используются для холодной ковки профильной трубы) — как их изготовить, расскажем ниже. Надеваем их на резьбовые шпильки. Между роликами устанавливаем стальные шайбы.

Дополнительно отрезаем четыре металлических полосы — они будут использоваться при сборке (для соединения боковых стенок).
Пошаговый процесс изготовления корпуса блока со всеми пояснениями можно посмотреть на видео ниже.
Изготовление прокатных роликов
В данном случае обойдемся без использования фрезера и токарного станка — способ доступен для каждого мастера. За основу будем использовать шестигранные гайки М30 и М27.

Обратите внимание: гайки нужно использовать от КАМАЗа, но только не обычные строительные — они не справятся со своей задачей. Гайка М30 взята с реактивной тяги, а гайка М27 — со стремянки.
Все размеры деталей и чертежи валов и других элементов конструкции будут представлены автором в видеоролике.
Первым делом изготавливаем самодельный ролик для прокатки квадратной профтрубы 15х15 мм.
Берем гайку М30, стачиваем полукруглую фаску с торца, после чего от края гайки отмечаем разметочным инструментом линию на расстоянии 8,2 мм. Разрезаем эту гайку по нанесенной разметке.



Вырезаем из бумаги шаблон, прикладываем его к каждой грани гайки, и обводим карандашом или маркером.


Далее обтачиваем гайку по разметке при помощи УШМ и шлифовального лепесткового круга.
Теперь нам потребуется гайка М20. Обтачиваем грани лепестковым кругом, и запрессовываем ее внутрь прокаточного ролика таким образом, чтобы края гайки выступали на одинаковое расстояние с каждой стороны.

Аналогичным способом изготавливаем другие ролики для проката для профильной трубы своими руками, но нужно будет учитывать типовые размеры, которые указаны на чертеже.
Например, для изготовления ролика для проката профиля 20х20 мм мы используем гайку М27 и отрезаем ролик не 8 мм шириной, как в предыдущем случае, а уже шириной — 11 мм.
Есть один нюанс — гайки М20, которые запрессовываются внутрь ролика, имеют ширину 15 мм, поэтому их придется наращивать. Либо можно использовать удлиненную гайку М20, и отрезать от нее кусок нужного размера.
Подробный процесс изготовления самодельных роликов для вальцовки (проката) квадратной профтрубы своими руками можно посмотреть в видеоролике. Своим опытом поделился автор YouTube канала Welder DIY.
Сборка станка для усиления профильной трубы
После того как изготовили ролики и другие детали, можно приступать к сборке самодельного приспособления. Рассмотрим основные этапы работ, которые предстоит сделать.
Металлические пластины с обоймами для подшипников выступают в роли боковых стенок корпуса.
Вставляем в них валы (резьбовые шпильки М20) с посаженными на них шестернями и роликами для раскатки (усиления) профиля. Фиксируем гайками.

Перед тем как вставлять шпильки с роликами во вторую боковую стенку, надеваем на них эксцентрики, а к ним — привариваем гайки.
 Валы с установленными эксцентриками
Валы с установленными эксцентриками

Снизу и сверху боковых стенок привариваем по две металлических полосы.

Чтобы зафиксировать блок прокатного станка в тисках, к нижней части боковых стенок необходимо приварить кусок металлического уголка или профильную трубу.

На последнем этапе останется только зачистить сварные швы и покрасить самоделку. Еще потребуется изготовить и установить ручку для вращения приводного вала.
Ознакомиться с пошаговым процессом сборки станка для холодной ковки можно в видеоролике ниже.
Функциональность
Обладая небольшими габаритами и весом, самодельный станок позволяет выполнять много операций по обработке профильной трубы.
На выходе мы получаем не просто усиленный профиль, а еще и декоративный элемент.
При помощи прокатного станка, изготовление которого мы подробно рассмотрели выше, можно создавать разные узоры на поверхности профтрубы — «косичку» и «волну».

Усиленная профильная труба после одно— или двухсторонней прокатки способна воспринимать повышенные нагрузки на изгиб, благодаря чему ее можно использовать при изготовлении различных гнутых декоративных металлоконструкций.
В условиях домашней мастерской применение самодельного мини прокатного станка для усиления профильной трубы вполне оправдано, и конструкция, сделанная своими руками намного выгоднее, чем заводской станок.
Вальцы (ролики) можно использовать самые разные, в зависимости от того, какой рисунок вам требуется. Для раскатывания (расплющивания) концов профильной трубы используются эксцентрики.

Простое приспособление для усиления профильной трубы
Рассмотрим еще один вариант самодельной конструкции, которая отлично подойдет для домашней мастерской (для выполнения небольшого объема работ).
Материалы, которые потребуются для изготовления этого приспособления:
- пластина металла шириной 50 мм;
- круглая труба (стальная);
- подшипники — типоразмер 6201;
- метизы — болты, гайки, шайбы.
 Необходимые детали для сборки
Необходимые детали для сборки
Отрезаем две пластины шириной 50 мм (толщина металла — не менее 5 мм). Длина первой пластины — 130 мм, второй — 160 мм.
В пластинах металла необходимо просверлить отверстия диаметром 12 мм для установки подшипников. Расстояние между центрами отверстий должно быть 43 мм.

Отрезаем две круглых трубы и привариваем их по краям одной из металлических пластин.
С помощью шайб можно регулировать расстояние между стенками корпуса приспособления — для прокатки трубы квадратного сечения разного размера.

Например, если вам нужно усилить профиль 15х15 мм, то используем две шайбы толщиной по 3 мм. Прибавляем к ним толщину подшипника (10 мм) и получаем расстояние между стенками — 16 мм.
Собираем приспособление (для крепления подшипников используем болты с гайками), и можно приступать к работе. Изготовление подобной конструкции занимает минимум времени.
Конец профильной трубы загоняем между прокатными роликами (подшипниками). После этого фиксируем край профиля в слесарных тисках, и прокатываем вручную — короткими рывками или поступательными движениями.


Подробно, как собрать такую приспособу своими руками, и как потом сделать с ее помощью прокатку профтрубы — смотрите на видео ниже.
Как изготовить станок для прокатки металлической профильной трубы своими руками
Существует масса кустарных способов изогнуть профтрубу, но качественный результат можно получить только при прокатке металлопрофиля. Самым же эффективным способом прокатки является использование профилегибочного станка. Если требуется не серийное, а штучное производство арок, дуг или волн, то с задачей поможет справиться даже самодельный аппарат.
Что такое прокатка
Для возведения строений и конструкций из металлопрофиля нередко требуется труба изогнутой формы. Металлические дуги используются для изготовления навесов, козырьков, беседок, теплиц и других надворных построек и малых архитектурных форм. Из гнутых профтруб малого сечения создают элементы дизайна интерьеров и экстерьеров: ограды, ворота, стойки лестничных перил, полки, подсвечники и многое другое.
При этом придать профтрубе нужную форму без специального оборудования довольно сложно, а сделать несколько дуг одинаковой формы – почти невозможно. Тонкостенные изделия гнутся относительно легко, но при этом невозможно проконтролировать угол и радиус изгиба. К тому же в стенках при таком сгибании создаются очаги напряжения, а на внутренней стороне изгиба появляются складки, из-за чего готовое изделие имеет низкую прочность и малый срок эксплуатации.
Создать арку можно и при помощи сварки и болгарки – надрезать стенки, раздвинуть надрезы и, заполнив зазоры припоем, заварить. При наличии опыта подобных работ, небольшое количество арок изготовить возможно, но для масштабных манипуляций и создания изгибов более сложных форм этот метод не подходит – слишком трудозатратен.

Создать красивые и прочные дуги, волны и даже спирали позволяет прокатка – технологическая процедура, при которой посредством механического воздействия постепенно меняется продольная форма трубы.
Обратите внимание! Суть прокатки в том, что изменение профиля производится таким образом, что усилие прикладывается ко всей поверхности изгибаемого участка. Нагрузка распределяется по стенкам равномерно, из-за чего не возникает большого внутреннего напряжения, и изогнутое изделие получается аккуратным и прочным.
Способы прокатки профильной трубы
Относительно бережно можно деформировать профтрубу несколькими способами:
- С предварительным нагревом. Метод используется для формования изделий, имеющих ширину более 4 см. В отрезок трубы засыпают чистый песок, торцы закрывают заглушками с небольшими отверстиями для выхода газов. Затем фиксируют заготовку и шаблон в тисках и прогревают зону изгиба до 150 градусов, то есть до появления красноты. Металл становится пластичным и поддается деформации, при этом песок помогает равномерно распределить нагревание и деформирующее усилие. Нагреть и изогнуть участок трубы необходимо за один подход, так как многократное температурное и механическое воздействие приведет к снижению прочности изделия.
Обратите внимание! Необходимо использование защитной пожаропрочной одежды и плотных термостойких рукавиц. Перед началом работ следует подготовить средства пожаротушения: ведро с водой или песком или огнетушитель.
- Холодным способом с помощью пружинного трубогиба. В качестве амортизационного устройства для профтруб с шириной менее 4 см используют пружину с крюками на концах. Длина вспомогательного устройства должна быть достаточной, чтобы разместить его в трубе вдоль всего изгибаемого участка, а поперечное сечение должно быть таким, чтобы пружина без усилия протягивалась через профтрубу, почти касаясь стенок. Заготовку с закрепленной в ней пружиной фиксируют в тисках вместе с шаблоном и медленно и плавно изгибают.
- Холодным способом с помощью профилегибочного, или вальцовочного, станка. Рабочей частью устройства являются три параллельных цилиндрических валика, средний из которых расположен выше крайних. Труба пропускается между вращающимися цилиндрами, при этом заготовка опирается на нижние, а верхний прижимает ее вниз, заставляя деформироваться. Для получения изгиба нужного радиуса трубопрофиль прокатывают несколько раз – при поэтапной деформации равномерно распределяется сила воздействия и не возникает складок на внутренней стороне дуги и неравномерного растяжения на внешней.
Первые два способа подходят для прокатки труб вручную в случаях, когда не требуется изготовления большого количества гнутых деталей. Чтобы придать профилированному изделию нужную форму, придется потренироваться. Без опыта проведения подобных манипуляций желаемого результата достигнуть сложно.

Третий способ не требует особых навыков, позволяет изготавливать большое количество дуг, волн и спиралей и отличается высокой точностью, но для такого трубопроката нужен станок.
Виды вальцов для изгиба профильных труб
Прокатное устройство для деформации профтрубы коротко называют профилегибом или по аналогии с его рабочей частью – вальцами.
Устройство рабочего органа профилегибочных станков одинаково:
- корпус или станина – массивное основание конструкции,
- три вала-цилиндра – два опорных и один прижимной или ведущий,
- струбцины – насадки, фиксирующие положение труб разного размера на валах,
- устройство, регулирующее положение ведущего вала,
- управляющий механизм, отвечающий за движение валов.
Обратите внимание! Говоря о видах вальцов для изгиба профильных труб, имеют в виду не рабочие валы станка, а тип устройства в целом.
Классификация трубогибов для профтруб подразумевает разделение по способу управления устройством.
Различают несколько видов вальцов: гидравлический, электрический, ручной или механический.
Гидравлические профилегибы
Оснащены гидравлическим приводом, благодаря чему работают с большой производительностью. Опорные валы в гидравлическом станке подключены к приводу и не просто направляют трубу, а продвигают ее с нужной скоростью. Таким образом, аппарат работает без помощи человека, сводя задачу оператора к нажиманию кнопок и визуальному контролю за процессом. Такие станки – самые мощные, точные и высокопроизводительные, но массивные и дорогие. Использование гидравлических вальцов целесообразно только в условиях промышленного предприятия.

Электрические вальцы
Опорные и прижимной валы соединены цепью и вращаются с одинаковой скоростью, обеспечивая подачу и транспортировку заготовок. Такой аппарат дешевле и легче гидравлического, подходит для мелкосерийного производства трубопроката. Однако электровальцы имеют значительные габариты и вес, а для работы им необходимо подключение к электросети, поэтому сферой применения являются небольшие предприятия и частные мастерские. Покупать или изготавливать электрический трубогиб для возведения одной-двух надворных построек нецелесообразно.

Механический профилегибочный станок
Такой прибор компактен, мобилен, недорог и даже может быть изготовлен самостоятельно. При этом управляется аппарат вручную, что при изгибании труб с большим сечением требует серьезных трудозатрат. Производительность ручных вальцов низкая, поэтому используют такие устройства только для штучного изготовления гнутых профильных труб.

Самодельные приспособления
Покупка даже ручного профилегиба не всегда оправдана: если необходимо несколько дуг для возведения навеса, беседки или теплицы, приобретение аппарата сведет на нет всю экономию от самостоятельного изгибания труб, так как в итоге окажется, что дешевле было купить готовые изделия.
При наличии опыта работы со сварочным оборудованием, можно соорудить ручной вальцовочный станок самостоятельно. При этом готовые вальцы по эффективности не будут уступать заводским моделям и аппарат при желании можно будет доработать, оснастив для повышения производительности электромотором.
Как изготовить станок для прокатки самостоятельно
Для изготовления вальцов потребуются следующие инструменты и материалы:
- сварочный аппарат,
- электродрель со сверлами по металлу,
- шлифовальный аппарат,
- шуруповерт или набор ключей,
- молоток,
- толстостенные профтрубы или листовой металл,
- заготовки валов (цилиндров) и струбцин (колец), выточенные на токарном станке,
- винт с крестообразной рукоятью,
- ручка или накидной ключ,
- цепь с цепным механизмом – при желании.
Последовательность изготовления вальцов:
- Первыми изготавливают валы и струбцины – эти детали обычно покупают или заказывают в токарной мастерской, так как без специального оборудования сделать их невозможно.
- Изготавливают боковые части станины в форме перевернутой “Т” или трапеции с вертикально срезанными нижними углами.
- Изготавливают каретку – П-образную конструкцию с полумесяцами для размещения прижимного вала на вертикальных сторонах и отверстием для его штока с одной стороны. В центре горизонтальной части каретки делают отверстие для винта регулирующего устройства.
- В середине боковых элементов станины приваривают по две параллельных направляющих для каретки. Между направляющими прорезают канал для свободного движения штока прижимного вала. По краям вырезают отверстия и приваривают опоры для боковых валов.
- Проверяют свободный ход каретки в направляющих.
- Устанавливают валы на места и приваривают нижнюю часть корпуса.
- Изготавливают верхнюю часть корпуса – крышу с отверстием для регулирующего винта в центре. К отверстию приваривают цилиндр, который предотвратит перекос регулировочного устройства.
- Завершают сборку станины, приваривая крышу и дополнительные распорки, фиксирующие взаимное расположение боковых стенок.
- Устанавливают винт, пропуская его сквозь отверстия в крыше станины и горизонтальной части каретки.
- Закрепляют ручку или накидной ключ на штоке прижимного вала.
Обратите внимание! При желании можно установить цепной механизм, соединяющий все три вала. Такое устройство упростит работу с вальцами, снизив трудозатраты на прокатку труб.
Самодельная лучковая пила: из чего и как я ее соорудил
Отправим материал на почту



Друзья спонтанно собрались в продолжительный поход и пригласили меня. Не видел причин отказываться, так что решил согласиться. Ещё они попросили взять с собой какую-нибудь пилу, чтобы пилить древесину на дрова. Понял, что в той ситуации больше подойдёт пила для распила по кривым линиям, которой у меня не было. Так что появилась срочная необходимость в такой пиле. Поспрашивал у знакомых – ни у кого нет, поискал в магазинах по своему небольшому городу – нигде не нашёл, решил заказать в интернете, нашёл, и цена устраивает и качество с виду хорошее, но идти по почте будет почти неделю, что слишком долго. Вот и решил собрать лучковую пилу своими руками. Вот что из этого вышло.
Про лучковую пилу
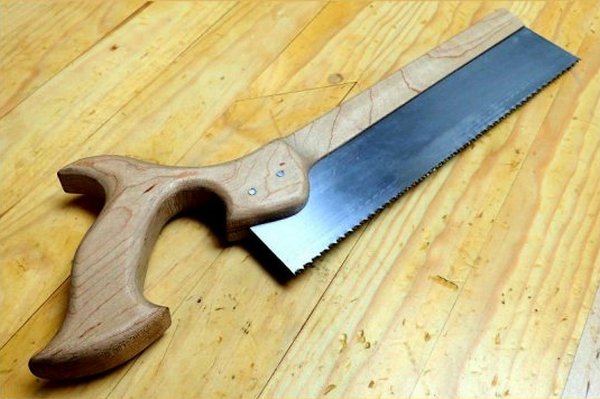
Лучковая пила – это разновидность ручной пилы, используется для распила древесины по кривым линиям.
Состоит из пильного полотна и лучка (конструкция, что состоит из распорки, двух ручек, тетивы и закрутки)
Сегодня мы рассмотрим, как сделать своими руками лучковую пилу.
Изготовление
Для начала вам понадобится:
- Деревянная палка (подойдёт из-под мебели)
- Доска
- Бечёвка
- Полотно для пилы
- Болты и гайки
- Инструменты
Перед тем, как приступить к работе, ознакомьтесь с чертежом:
Первым делом необходимо обрезать вашу палку пополам на маятниковой пиле. Далее от конца отпиленного куска отмеряем 1,5-2 сантиметра и обрабатываем рашпилем под бечёвку для стяжки.
Также делаем и со вторым отрезком. Для этого зажмите в тисках сразу два отрезка, чтобы сэкономить время.
Обработайте в боковом крае доски паз под отрезок палки, с которыми вы работали.
Повторите с противоположного бока доски. Вот, что у вас в итоге должно получится:
Далее займитесь распилом отрезков для установки режущего полотна. Для этого зажмите отрезки, что будут служить ручками пилы, в тисках, отмерьте линейкой центр одного и второго отрезка, после чего соедините эти точки прямой линией.
Обыкновенной пилой аккуратно пилите вдоль этой центральной линии. В пропилы вставьте лезвие и проверьте как оно сидит, если что поправьте.
После необходимо сделать отверстия в ручках под болты для крепления полотна. Просуньте полотно, отметьте места под отверстия, после чего достаньте полотно.
Далее дрелью или на сверлильном станке сделайте отверстия на первой и второй рукоятке.
Продолжаем заниматься рукоятками. Отметьте на них то, как вам будет удобнее держать пилу, после чего рашпилем обработайте в этих местах углубления под пальцы.
Углубления от рашпиля получаются неровными, шероховатыми, поэтому возьмите скруглённый напильник по металлу и обработайте углубления им.
В задней стороне ручки также необходимо сделать рашпилем углубления под ладони, которые после также обработайте напильником.
В итоге у вас должны получится две такие рукоятки:
Отмерив 1-1,5 сантиметра от углубления под пальцы на рукоятках, займитесь изготовлением пазов под доску.
Приложите её ровно между рукоятками и отметьте линиями её ширину на самих рукоятках.
После чего займитесь пазами под доску.
Спилите рашпилем или напильником углубление в несколько миллиметров, после чего закруглите его так, чтобы доска и рукоятки идеально заходили в пазы друг друга.
По желанию можете декоративно обработать планку и рукоятки. Можете в своём стиле, либо как я:
Дальше дело за малым.
Выложите конструкцию на столе, оденьте полотно и зажмите его болтами с гайками.
Далее возьмите бечёвку, обмотайте ей углубление на конце одной рукоятки и завяжите, после чего скручивайте концы бечёвки, а в центральную петлю вставьте небольшой деревянный отрезок и продолжите скручивать бечёвку, обмотайте углубление на конце второй рукоятки и завяжите её.
После идём испытывать самодельную лучковую пилу.
Лучковая пила своими руками в домашних условиях готова.
Рекомендую следующее видео, где автор изготавливает лучковую пилу своими руками:
Сегодня мы изготовили походную лучковую пилу своими руками. Для этого нам понадобились: деревянная палка, доска, бечёвка, полотно для пилы, болты с гайками и инструменты.
Первым долом в процессе изготовления мы сделали из старой палки деревянные рукоятки для пилы, распилив её пополам.
Далее рашпилем сделали углубления под бечёвку, пазы под рукоятки на доске, что служит нам планкой. После углубления для пальцев на рукоятке для более комфортного держания в руке.
Отметили центральную линию и распилили рукоятки по ней, так мы сделали распилы под полотно. Дрелью или на сверлильном станке сделали отверстия в рукоятках под болты, на которых будет держаться полотно.
Напоследок сделали более удобные пазы на рукоятках для планки из доски и, по желанию, декоративно обработали пилу.
Натянули бечёвку, закрутили болты и пошли испытывать самодельную лучковую пилу.
Напишите в комментариях, пользовались ли вы когда-нибудь лучковой пилой?
Лучковая и шлифовальная пилы своими руками: дешево и лучше, чем покупной инструмент
Иногда тратиться на покупку инструментов необязательно – их можно сделать и своими руками из подручных материалов. Даже если «расходники» придется покупать, это все же выйдет дешевле, чем покупка готового инструмента.
Подписчики нашей группы vk.com решили рассказать о инструментах, которые сделали самостоятельно. Дмитрий О. — о том, как он сделал лучковую пилу своими руками, а Игорь М. – о шлифовальной «пиле».
 Пилы своими руками
Пилы своими руками
Об инструменте
Лучковая пила – инструмент для распила материала в виде Н-образной рамы и полотна внизу, скрепленной врезными и шиповыми соединениями. Сверху есть тетива, которая используется для скрепления рамы и создания напряжения по отношению к лезвию.
Важно! Лезвие у этой пилы узкое, потому и нужно напряжение, чтобы оно не согнулось.
Лучковая пила часто сравнивается с другим инструментом – ножовкой. По конструкции они немного схожи.
Расскажу о том, как я сделал такую пилу самостоятельно.
Шаг 1. Материалы и инструменты
- Ель (размеры – 25.5x8x101.6 мм). Материал должен быть длинным, целым, без заноз и закосов.
- Ножовочные полотна. Мне было необходимо взять пару полотен для резьбы по дереву, чтобы сделать такую пилу.
- Тетива. Я использовал хлопковую бечевку. Напряжение сделать она способна, а цена не слишком высока.
- Винты и гайки/шурупы/гвозди/штифты.
- Инструменты для измерения и маркировки. Мне нужен был карандаш, ластик и комбинированный измерительный угольник. Дополнительное преимущество использования последнего инструмента — возможность делать линии перпендикулярными по отношению к краю пиломатериала.
- Дрель и сверло на 3 мм. Важно отметить, что сверло должно соответствовать отверстиям на концах пильного диска.
- Пила.
- Долото и киянка. Мне нужно будет сделать прорези внутри пиломатериала для установки полотна.
 Такие инструменты мне понадобились для работы
Такие инструменты мне понадобились для работы
Шаг 2. Обрезка дерева по длине
Сначала нужно подготовить пиломатериал. Для создания лучковой пилы мне были нужны такие доски:
- Доска длиной 256 мм. Длина используемого лезвия – около 255 мм, поэтому нужен именно такой размер доски. Она станет ребром жесткости, стоящим выше лезвия.
- Четыре доски длиной 216 мм. По размеру они хорошо подходят под мою руку. Они будут нужны для установки лезвия.
- Одна доска длиной 113.4 мм, которую мне нужно было сделать тонкой. Толщина должна составить где-то 12.7 мм.
 Доски нужны определенных размеров
Доски нужны определенных размеров
Шаг 3. Установка лезвия
- Сделать отметку на расстоянии 12.7 мм (с левого конца доски) и 127 мм (с правого конца доски) на двух досках длиной 216 мм.
- Найти середину левой линии и сделать отметку.
- Поставить отверстие ножовочного полотна на левой стороне доски (где было отмерено 12.7 мм), сделать отметку там и отметить верхний край полотна.
- Сделать метку по боковым сторонам досок.
- С помощью пилы пропилить боковые линии. Пилить, пока не получится достигнуть метки, где будет располагаться отверстие для лезвия.
- Просверлить отверстия того же размера (3 мм), что и в ножовочном полотне.
- Установить лезвия в обе доски, используя крепежные винты.
 Лезвия довольно просто установить
Лезвия довольно просто установить
Шаг 4. Отметить место для будущего «гнезда» для лезвия
- Установить доску длиной 256 мм между досками с лезвием – на второй отметке с большей стороны.
- Сделать отметку на середине этой длинной доски в месте соединения с другими досками. Соединить их одной линией.
- Взять круглый предмет диаметром 7.5 мм (например, рулон клейкой ленты) и нарисовать дугу по обе стороны.
- Концы дуги протянуть вниз. Связать таким образом их обе.
- Нарисовать прямоугольник в месте связи между дугами. Ширина нового пространства – 6.3 мм.
 Нужно хорошо поработать над тем, чтобы разместить длинную доску как ребро жесткости
Нужно хорошо поработать над тем, чтобы разместить длинную доску как ребро жесткости
Шаг 5. Сделать место для будущего «гнезда» для лезвия
Теперь, когда отметки сделаны, нужно приступить к созданию паза для соединения конструкции воедино.
- Пометить при помощи изоленты долото на длине в 19-20 мм.
- Сделать паз, начиная с одного конца прямоугольника, и двигаться до другого конца, оставляя инструмент в вертикальном положении под небольшим углом. В процессе создания паза нужно по долоту стучать киянкой так, чтобы он вошёл на отмеченную длину.
- Хорошенько обработать концы, сделав их ровными при помощи плоского конца долота.
Повторить то же самое с другой доской.
 Зубилом нужно работать весьма точно
Зубилом нужно работать весьма точно
Шаг 6. Вырезать дуги
Теперь нужно взять более широкое долото. Им нужно сделать вырез по дуге, расположенной в центре доски. Не нужно заходить слишком глубоко – снимать стоит не больше того, что уже отмечено самой дугой. Киянкой пользоваться необязательно, но слабыми ударами все же можно подталкивать долото.
 Вырезание дуги – один из этапов скрепления конструкции
Вырезание дуги – один из этапов скрепления конструкции
Шаг 7. Отметить доски для паза
- Измерить длину лезвия между двумя деревянными концами.
- Вычесть эту длину из длины длинного куска дерева (длина которой 256 мм).
- Разделить получившееся значение на два.
- Отметить это расстояние на обоих концах длинной доски.
- Совместить вырезанные дуги с отметками, сделанными на той доске.
Важно! Не забудьте повторить то же самое на другом конце доски.
Шаг 8. Отметить доски для паза – часть вторая
- Поместить длинный кусок выше паза. Нужно убедиться, что края ровные.
- Отметить края паза.
- Поставить доску по вертикали и поставить метки под паз.
- Нарисовать линии между метками по всему концу доски.
Повторить так с другим концом доски.
 Теперь пазы полностью готовы
Теперь пазы полностью готовы
Шаг 9. Подготовка шипов
- Выпилить в отметках для паза под несколькими углами. На выходе получится дуга.
- С помощью долота сделать дугу кривую более гладкой.
- Повторить так с каждой стороной доски.
Цель дуги — дать возможность шипу поворачиваться для большей маневренности.
 Шипы нужно сделать для засовывания его в пазы
Шипы нужно сделать для засовывания его в пазы
Шаг 10. Сборка
- Установите шипы в пазы.
- Оберните несколько раз тетиву вокруг концов пилы. Я, например, обернул три полных раза и закрепил концы несколькими узлами.
- Плотно скрутить тетиву при помощи небольшой палочки. В процессе закручивания будет создаваться напряжение между концами, что позволит плотно держать лезвие.
 Инструмент — полностью собран
Инструмент — полностью собран
Шаг 11. Финальный тест инструмента
Пила уже функциональна, но при необходимости можно поработать над художественным оформлении. Я и решил так сделать.
Перед какими-либо работами нужно разобрать пилу. Дело в том, что некоторые части инструментов могут находиться под натяжением из-за тетивы. Снятие напряжения могут привести к неожиданным последствиям.
Я сделал несколько отметок на дереве. По краям – 6.35 мм в узкой части и 9.5 мм в широкой части. Затем я решил обрезать фаски по обе стороны от моего долота. Мне нужно было сделать короткие, чистящие и черпающие движения по углам дерева. При этом нужно обратить внимание на то, чтобы инструмент не захватил больше дерева, чем надо. Затем я его немного отшлифовал и нанес защитное покрытие для качественного покрытия.
 Вот такая получилась у меня лучковая пила
Вот такая получилась у меня лучковая пила
Послесловие
Теперь, когда у меня есть лучковая пила, я могу использовать ее для распила металла или дерева. Такой инструмент помог мне, притом значительно. При этом, будучи сделанным мной самим, он прекрасно подходил под мои запросы.
Видео – Лучковая пила своими руками
Шлифовальная пила
Иногда шлифовать материалы в труднодоступных местах бывает трудно. Я решил изготовить шлифовальную «пилу», которая облегчит подобную задачу. Надеюсь, и вам моя идея поможет!
Шаг 1: Материалы и инструменты
- доски из клена и дуба;
- древесина бука (деревянный прут 380×25 мм);
- кожа;
- льняное масло;
- наждачная бумага.
- карандаш и линейка;
- японская пила;
- хомут;
- маленький угольник;
- мини-напильник;
- рашпиль;
- плоские деревянные биты;
- набор для резьбы по дереву;
- торцевой рубанок;
- рубанок;
- инженерный угольник;
- регулируемый угловой шаблон;
- долото (несколько видов);
- скребки;
- дюбели;
- полукруглая стамеска по дереву;
- криволинейный струг;
- поворотный резак (фреза);
- молоток.
Шаг 2. Рукоять пилы и подпорка
Первое, что нужно сделать, – нарисовать контур рукоятки пилы на куске дерева. Я использовал в качестве материала белый клен, но можно использовать и другой. Прямую линию я вырезал японской пилой, а изгибы и прочее – несколькими инструментами: долото, пилкой и скребком.
Другой кусок дерева я отшлифовал и сделал его прямоугольным. По высоте он совпадал с высотой рукояти.
 Первое и самое необходимое – рукоять и подпорка
Первое и самое необходимое – рукоять и подпорка
Шаг 3. Создание места для деревянного стержня
Поскольку я не хотел использовать клей, я решил соединить две эти части при помощи резьбы. Для этого я использовал набор для резьбы по дереву и проделал отверстия с обеих сторон в деревянном пруте из бука.
После я отметил центральную часть кусков и просверлил их плоским сверлом по дереву. В рукоятке я просверлил сверлом на 22 мм, а в прямоугольнике — на 23 мм.
 Таким образом я изготовил место под деревянный стержень
Таким образом я изготовил место под деревянный стержень
Шаг 4. Установка стержня
Теперь настала пора обрезать деревянный стержень длиной 380 мм. Перед тем, как сделать отверстия сверлами, я покрыл его льняным маслом и обернул фольгой. Так я смог обеспечить впитывание масла и облегчение установки в резьбу.
С двух сторон стержня я также сделал резьбу.
Важно! Льняное масло также стоит нанести в отверстие рукояти.
Шаг 5. Рукоять пилы — шлифовка
Для более приятного использования и твердой хватки ручки я использовал целый ряд инструментов: полукруглая стамеска по дереву, торцовочный рубанок, криволинейный струг и наждачная бумага с зернистостью 280.
Для внутренней части я использовал полукруглую стамеску по дереву.
 Теперь по части рукояти все более-менее готово
Теперь по части рукояти все более-менее готово
Шаг 6. Деревянные гайки
Для гаек я решил использовать дуб. Чтобы их сделать, мне нужно было сначала взять циркуль, нарисовать круг, провести диагонали, сделать внутри круга шестиугольник. В центре всего этого мне нужно было сделать вырез и для этого я воспользовался сверлом на 22 мм и сделал резьбу.
Затем доску я вырезал под форму гайки. Так я сделал две штуки.
 Гайки – достаточно надежный крепежный элемент
Гайки – достаточно надежный крепежный элемент
Шаг 7. Создание места для ремня
Как только все части сделаны, мне остается лишь одна вещь, прежде чем создать шлифовальную пилу. Для этого сначала мне нужен корпус и прямоугольник.
Я оставляю PDF-файл, в котором отмечены места сверления отверстий для наждачной бумаги.
Важно! Если размеры вашего инструмента будут другими, то нужно поменять размеры.
Шаг 8. Ремень из наждачной бумаги
Чтобы избежать разрывов при шлифовании бумаги в процессе шлифования материала, я создал «ремень». Я сшил две маленькие полосы на концах, но можно их склеить клеем.
 Ремень делается достаточно просто
Ремень делается достаточно просто
Шаг 9. Полная сборка
Последний щаг – все соединить. Я взял все части и последовательно соединял их друг с другом до тех пор, пока у меня инструмент не был готов.
 Вот такой получилась у меня шлифовальная пила
Вот такой получилась у меня шлифовальная пила
Послесловие
С такой шлифовальной «пилой» работать стало намного удобнее. Да, внутри, конечно, этим инструментом не попользуешься, но для наружных работ – в самый раз.




