Способы изготовления кондуктора для ковки
Примитивный кондуктор для ковки представляет собой конструкцию, состоящую из трех деталей: направляющей матрицы, опорного зацепа и рычага.

Большинство кузнечных узоров, которые получаются технологиями горячей или холодной ковки, в той или иной степени включают в себя элементы спиралей — пространственных, плоских, одинарных или двойных. И если для изготовления сложной спирали потребуется специальная торсионно-выкрутная машина, то обычная спираль вполне доступна для выполнения своими руками. Нужен только кондуктор для холодной ковки — приспособление, называемой в среде мастеров кузнечного дела улиткой.
Основы применения устройства
Примитивный кондуктор для ковки (см. рис. 1) представляет собой конструкцию, состоящую из трех деталей:
- Направляющей матрицы, которая своим контуром должна соответствовать будущему кованому элементу.
- Опорного зацепа, за который фиксируется прутковая заготовка.
- Рычага, при помощи которого выполняется гибка прутка по контуру.
- Плиты, на которой расположены обе детали и которая, при необходимости, может прикрепляться к основанию, например, верстака.
Наибольшая сложность заключается в изготовлении самого кондуктора для ковки. Кондуктор, представленный на рис. 1, лишь отдаленно напоминает контур спирали и пригоден лишь в производстве сравнительно крупных кузнечных конструкций (например, защитных решеток), для которых важна не конфигурация элемента, а его совместимость с общей компоновкой изделия.

Ценность рисунка в том, что с его помощью можно рассмотреть все имеющиеся дефекты и отыскать способы их эффективного устранения. В частности, контур спирали, которую удастся отковать при помощи представленного кондуктора для ковки, окажется весьма приблизительным. Исправить же погрешности будет нелегко. Поэтому главной проблемой остается метод получения максимально точного контура.
- Минимальный радиус гибки не должен быть меньше 0,2s (где s — толщина стальной полосы или диаметр прутка);
- В процессе холодной ковки заготовка должна постоянно прижиматься к рабочей поверхности кондуктора.

Поскольку второе условие непременно приведет к усложнению конструкции кондуктора, то особого повышения качества готовой спирали ожидать не приходится. Тем не менее, точность все равно будет выше. Объединенные чертежи спиральной основы кондуктора с отдельными участками показаны на рис. 2.
Следует отметить, что слесарная ручная доводка такого контура достаточно трудоемка, а исполнителю следует располагать шаблоном идеальной спирали, который еще как-то надо изготовить. Как сделать спираль иначе?
Таким образом, традиционный способ конструирования кондуктора приемлем только для габаритных изделий.
Изготовление направляющей для кондуктора
Функция «архимедова спираль» в токарных станках предназначена для нарезки специальных резьб, но она вполне пригодна и для получения канавки в опорной плите, где затем будет располагаться сама направляющая кондуктора .
При подготовке станка выполняются следующие переходы:
- Малую рукоятку коробки подач станка перемещают в положение «Спираль Архимеда».
- Необходимый шаг спирали, который будет определять габариты кондуктора, устанавливают при помощи большой рукоятки.
- Шаг подачи фиксируется рычагом, а величина подачи определяется глубиной канавки в плите (как установить такой параметр, будет рассказано далее).
- После включения станка рычаг подачи остается в прежнем положении, а нарезка выполняется в ходе возвратно-поступательных перемещений шпинделя.
- После каждого прохода суппорт отводится от торца заготовки.
Пример получения архимедовой спирали представлен на этом видео:
То, что на кадрах представлен не металл, а пластик, принципиально ничего не меняет: спираль получается в результате нескольких последовательных проходов резца, который перемещается по заданной траектории.
Поскольку в холодном состоянии любой металл обладает повышенной механической прочностью, то для изготовления направляющей матрицы своими руками следует принять инструментальную сталь: например, сталь марки У7 по ГОСТ 1435-84. Использовать высоко- или среднеуглеродистую конструкционную сталь типа сталь 45 или сталь 60Г не рекомендуется, поскольку для высоких улиток под воздействием изгибающего момента они могут растрескиваться.
Размеры направляющей матрицы в плане подбираются, исходя из имеющегося сортамента полосовой инструментальной стали по ГОСТ 4405-75. Поскольку кондуктор должен быть компактным, то целесообразно выбрать профили 3×20, 3×25 или 3×30 с предельным отклонением по толщине 0,4 мм. При посадке направляющей в плиту по Н11 ширина спиральной канавки должна быть на 0,5-0,7 мм больше ширины полосы. Глубина канавки должна быть не менее 1,5 высоты полосы, т.е. 4,5 мм или чуть больше. Этот параметр, кстати, определит и толщину самой плиты: она должна быть не менее 6 мм.
По нарезанной канавке в плите определяют суммарную длину направляющей (для замера можно воспользоваться гибкой рулеткой или даже обычной ниткой). После чего отрезают «в размер» нужную длину полосы, вставляют ее в паз и обваривают по контуру ( если на кондукторе будут изготавливаться только плоские улитки — то по наружной образующей, а если объемные — то можно и по внутренней).
В центре кондуктора болтами прикрепляют опорный зацеп. Он должен иметь заходный участок, которым заготовка фиксируется в начальный момент формирования спирали (см. рис. 3).
Применение подобной технологии изготовления направляющей кондуктора значительно увеличивает точность изготавливаемых на нем спиральных кузнечных узоров.
Выбор и изготовление прочих элементов кондуктора
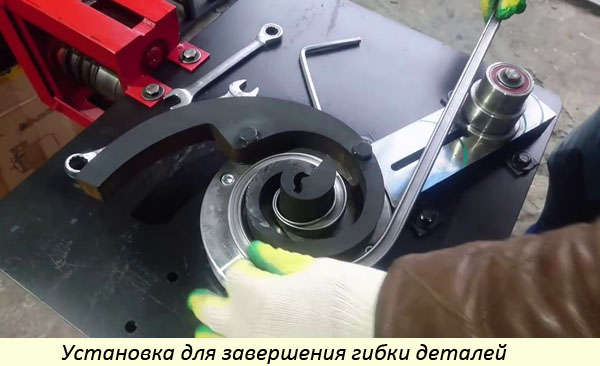
Для изготовления поворотного рычага используют рамную конструкцию из квадратных труб, которая собирается в поворотный узел на подшипнике качения, как показано на рис. 4. Торцевую часть желательно прошлифовать, чтобы исключить зажим прутка/полосы.
Готовый кондуктор в сборе представлен на рис. 5.
Читателей, имеющих опыт конструирования и изготовления эффективных кондукторов для холодной ковки, приглашаем для обсуждения в блоке комментариев.
Как сделать своими руками станок Улитка для холодной ковки?
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
- Приспособления для изгибания металлических элементов «Улитка»
- Технология изготовления приспособления «Улитка»
- Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
- Центр
- Изготовление приспособления
- Изготовление простейшей детали на станке
- Как гнуть профильную трубу на станке «Улитка»?
- Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
- Примеры изделий с завитками
- Заключение
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
- Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
- Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
- На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
- Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
- Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
- Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
- Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
- Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
- Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.

Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.

Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.

На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.

Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.

Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.

Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.

С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.

К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.

Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.

Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.

Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.

Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.

После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.

В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.

С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.

Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.

Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.

Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.

Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.

На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.

В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.

Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.

После фиксации хвостовика включается электродвигатель. Начинается формование детали.

Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.

Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.

Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.

Для продолжения работы устанавливается съемный элемент сборной «Улитки».

Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.

С обратной стороны выполняют дополнительный изгиб детали.

Дорабатывается изделие с обеих сторон.

Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.

Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.

Примеры изделий с завитками
Оригинальный козырек над входом в здание:

При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.

На лестничном пролете завитки выглядят весьма оригинально.

Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.

На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.

В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.

Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.

Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: “Улитка” – холодная ковка своими руками.
Самодельные приспособления и станки для холодной ковки
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
-
Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
 Так выглядит торсион и одноименный станок
Так выглядит торсион и одноименный станок
Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.
 Так делают «фонарик»
Так делают «фонарик»
Твистеры или улитки. Формируют плоские завитки разного диаметра.
 Приспособление для холодной ковки улитка — для формирования завитков
Приспособление для холодной ковки улитка — для формирования завитков
Гибочные станки или гнутики. Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
 Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
 Станок «Волна» — для формирования соответствующего рельефа
Станок «Волна» — для формирования соответствующего рельефа
Приспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства.
 Станки для оформления концов прутков. В данном случае — гусиная лапка
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
 Один из самодельных станков для холодной ковки
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
 Вариант крепления рычага
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
 Рычаг должен быть надежным, с усилением
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
 Вариант кондукторов для улитки
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
 Держатель для троса — отличный фиксатор для прутка
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Как самому сделать качественный кондуктор для ковки?
С помощью станка [улитки для холодной ковки] своими руками можно сделать красивые фигурные детали из металла.
Самодельная улитка собирается не так сложно, поэтому сделать ее может даже тот, у кого мало опыта в подобной работе.
В статье мы разберем плюс холодной ковки, а также расскажем, как сделать инструмент для работы с ней самому – чертежи, шаблон, видео и фото помогут вам в работе, и в результате вы получите полезный и простой в работе инструмент для работы с металлом.
Метод холодной ковки
Способ заключается в использовании важного свойства металла — пластичности. При посредстве разнообразных оправок и механических приспособлений пруток изгибается в различных направлениях, скручивается, образует различные объемные фигуры. В качестве дополнительной обработки для соединения частей заготовок применяется сварка и слесарные операции. Станки начального уровня достаточно просты и приводятся в действие мускульной силой работающего на них мастера. Технология вполне доступна для освоения в домашней мастерской.
Минимальный набор кузнечного оборудования для холодной ковки металла включает в себя:
- Гибочные станки, или Гнутики — служат для изгиба заготовок под заданными углом и радиусом.
- Твистеры, или торсионы — служат для закручивания заготовки (или группы заготовок) вокруг продольной оси
- Волна — служит для создания периодических изгибов в разные стороны.
- Станок Улитка для ковки — применяется для создания спиралеобразных завитков на конце прутка.
Холодная ковка Твистер для холодной ковки Волны для выполнения волнообразного изгиба заготовки Гнутик для холодной ковки
Можно ли освоить холодную ковку самому? Да, для этого достаточно иметь базовые навыки слесарных работ, конструирования и механической обработки.
Многие домашние мастера сделали улитку – станок для холодной ковки самостоятельно, не используя для этого дорогих компонентов.

Виды, устройство и принцип работы улитки
Применяется несколько разновидностей популярного станка. Все они, независимо от деталей устройства улитки, используют общий принцип работы. Полосу или пруток металла с силой прижимают к неподвижному шаблону или к подвижному лемеху улитки, заставляя принять заданную чертежом форму.
Монолитная улитка для холодной ковки
Съемная конструкция улитки
Разборная улитка с вращением
- монолитную неразборную улитку, использующую неподвижный металлический шаблон. Используется для производства серий одинаковых изделий
- съемную конструкцию — изгиб осуществляется вокруг штифтов, вставляемых в отверстия на массивной плите. Подходит для производства уникальных деталей сложной конфигураций, ограничено сечение прутка.
- Разборные улитки с вращением — более сложные по конструкции, но позволяющие получать идентичные изделия сложной формы с большой точностью
Основы применения устройства
Примитивный кондуктор для ковки (см. рис. 1) представляет собой конструкцию, состоящую из трех деталей:
- Направляющей матрицы, которая своим контуром должна соответствовать будущему кованому элементу.
- Опорного зацепа, за который фиксируется прутковая заготовка.
- Рычага, при помощи которого выполняется гибка прутка по контуру.
- Плиты, на которой расположены обе детали и которая, при необходимости, может прикрепляться к основанию, например, верстака.
Наибольшая сложность заключается в изготовлении самого кондуктора для ковки. Кондуктор, представленный на рис. 1, лишь отдаленно напоминает контур спирали и пригоден лишь в производстве сравнительно крупных кузнечных конструкций (например, защитных решеток), для которых важна не конфигурация элемента, а его совместимость с общей компоновкой изделия.
Рисунок 1 — Общий вид кондуктора для холодной ковки одинарной спирали
Ценность рисунка в том, что с его помощью можно рассмотреть все имеющиеся дефекты и отыскать способы их эффективного устранения. В частности, контур спирали, которую удастся отковать при помощи представленного кондуктора для ковки, окажется весьма приблизительным. Исправить же погрешности будет нелегко. Поэтому главной проблемой остается метод получения максимально точного контура.
Решений может быть два. Первое, более простое, заключается в том, чтобы разбить образующую спирали на ряд элементарных отрезков, доступных для изготовления своими руками. При этом возможные складки на контактной поверхности кондуктора будут компенсироваться толщиной полосы или диаметром прутка. Для этого потребуется выполнение двух условий:
- Минимальный радиус гибки не должен быть меньше 0,2s (где s — толщина стальной полосы или диаметр прутка);
- В процессе холодной ковки заготовка должна постоянно прижиматься к рабочей поверхности кондуктора.
Рисунок 2 — Пример разбиения контура спирали на элементарные участки
Поскольку второе условие непременно приведет к усложнению конструкции кондуктора, то особого повышения качества готовой спирали ожидать не приходится. Тем не менее, точность все равно будет выше. Объединенные чертежи спиральной основы кондуктора с отдельными участками показаны на рис. 2.
Следует отметить, что слесарная ручная доводка такого контура достаточно трудоемка, а исполнителю следует располагать шаблоном идеальной спирали, который еще как-то надо изготовить. Как сделать спираль иначе?
Таким образом, традиционный способ конструирования кондуктора приемлем только для габаритных изделий.
Изготовление простой улитки своими руками
В процессе работы по технологии холодной ковки прикладываются значительные усилия. Поэтому, прежде чем сделать улитку для холодной ковки своими руками, потребуется существенно укрепить обычный верстак или построить новый.
Самостоятельную сборку станка надо проводить на столешнице, сделанной из плиты толщиной как минимум 4 мм. Далее для изготовления самодельной улитки для холодной ковки понадобится чертеж. На него надо нанести контур будущего изделия, и вписать по внутренней стороне этого контура очертания неразборного шаблона или сегментов разборного.
Как выковать окончание завитков, запятых, волют и других элементов
Производители предлагают клиентам завитки с раскатанным и нераскатанным окончанием. Первая группа элементов обладает более изящным и ярким дизайном. Чаще всего детали имеют окончание в виде узора «гусиная лапка». Как сделать своими руками завиток в подобным окончанием вы увидите далее.
- Завиток с окончание «гусиная лапка» делается с помощью штампа из каленой стали, на поверхности которого присутствуют неглубокие канавки.
- Заготовка разогревается и помещается на штамп, окончание простукивается молотком. Таким образом исполнителю не потребуется специальный станок.
Как сделать улитку для холодной ковки
Далее будет рассмотрено изготовление трех вариантов улитки для холодной ковки:
- Монолитной неразборной
- Съемной конструкции
- Разборной улитки с вращением
В зависимости от возможностей домашнего мастера, планов производства изделий, количества разных типоразмеров можно выбрать один из этих вариантов исполнения.
Монолитная неразборная улитка
Особое внимание нужно уделить разработке схемы шаблона, поскольку после приварки к плите внести коррективы в размеры и конфигурацию будет весьма затруднительно. Витки будущего завитка следует располагать на расстоянии 12-13 мм, учитывая, что в образующиеся пазы должен поместиться 10-мм пруток.
Монолитная неразборная улитка
Основание диаметром 80 см вырезается из пластины толщиной от 4 мм, далее по чертежу из полосы толщиной от 3 мм вырезается и формуется шаблон для завитка. Для облегчения гибки его следует прокалить, далее сделать косую фаску по верхней стороне, а нижнюю приварить к основанию по контуру.
Основание крепится к станине болтами или струбцинами. Такое крепление позволяет оперативно применять разные шаблоны по мере надобности
Съемная конструкция
Шаблон для холодной ковки делается из стальной пластины не тоньше 10 мм и крепится на основании резьбовыми соединениями. Изготовление изделия начинают с внутреннего завитка. В паз на внутреннем сегменте шаблона зажимают конец заготовки.
Съемная конструкция улитки
Для страховки можно дополнительно прижать его малой струбциной. Используя рычаг с большим плечом, изготовленный из прутка сечением 2 см, на шаблон накручивают с усилием оставшуюся часть заготовки. Конструкцию можно улучшить, применив рычаг с закрепленным на нем подвижным подшипником.
Разборные улитки с вращением
В этом варианте шаблон улитки, называемый лемехом, закрепляется на массивной плите толщиной 4-10 мм, Изменение формы заготовки производится путем вращения вала, в котором закреплен ее свободный конец. Вал вращается с помощью рычага или ворота, приваренного к его верхнему концу. Лемех может выполняться из нескольких сегментов, соединенных между собой шарнирными пальцами. Кривизна поверхности лемеха меняется специальными регулировочными винтами. В поверхности основания нужно сделать систему отверстий для крепления сегментов лемеха в заданном чертежом положении.
Разборные улитки с вращением
Улитку для холодной ковки с разборным лемехом с шарнирными штифтами затруднительно сделать в условиях домашней мастерской. Быстрее и дешевле будет заказать эти детали на производстве. Своими руками лучше изготовить разборный лемех без шарниров. Требуется изготовить чертеж деталей шаблона и обозначить на нем отверстия для крепления.
В основании сверлится система отверстий для крепления частей лемеха в разных положениях, обеспечивающих различную кривизну.
Теперь можно, переставляя крепления из отверстия в отверстие, изготавливать завитки различных радиусов.
Обратный
- Из полосы 40х4, длиной 50 см. выполняется кондуктор, позволяющий создавать завитки, волюты и спирали с обратным завитком.
- Полоса гнется с помощью подкладной вилки, зафиксированной в тисках, а также ручной вилки. Таким образом, получается спираль, часть которой удаляется болгаркой.
- Получившаяся деталь приваривается к листу металла небольшого размера.
- Пруток квадратного сечения нагревается, кончик обрабатывается, получается завиток. Заготовке придается обратный изгиб с помощью изготовленного своими руками лекала.
Чертежи улитки для ковки
Начинающие мастера часто пренебрегают важностью этапа конструкторской проработки и делают шаблоны для холодной ковки на глазок. Этого может быть достаточно, чтобы «почувствовать металл» и понять суть процесса своими руками.
Чертеж улитки для ковки
Но если вы хотите в результате получать красивые изделия, а тем более, если задумали выпуск серии одинаковых элементов- то при изготовлении станка не обойтись без точных расчетов всех параметров — углов и радиусов сгиба, моментов вращения, предельных усилий и других. Точный расчет позволит своими руками создать качественный станок-улитку для холодной ковки, который прослужит долго и будет радовать удобством работы и качественной эстетичной продукцией.
Почему именно «улитка»?
Сторонники традиционных методов высадки семян вполне могут усомниться в целесообразности такого выбора. Но посмотрите на это ноу-хау с непредвзятой точки зрения. Первое – никакой одноразовый стаканчик не даст вам высоты для грунта в 15 см, а это оптимальный вариант для развития хорошей корневой системы. Второе: рассада будет размещена у вас одновременно компактно и с оптимальным расстоянием между растениями, при котором их корни не будут переплетаться. И наконец, третье: высаживать рассаду в грунт из «улитки» очень удобно и совершенно безопасно для ваших саженцев.
Кузнечное оборудование: станок для холодной ковки своими руками
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
- Основные приспособления и станки
- Приспособление «Гнутик»
- Приспособление «Твистер»
- Приспособление «Улитка»
- Приспособление «Глобус»
- Приспособление «Волна»
- Приспособление «Фонарик»
- Приспособление для холодной ковки элемента «Хомут»
- Приспособления для выполнения «гусиной лапки»
- Изготовление «Улитки» с приводом

Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- Гнутик
- Твистер
- Улитка
- Глобус
- Волна
- Фонарик
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
 Аксонометрия приспособления «Гнутик» — вертикальное расположение
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
 Планка нижняя
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
 Получение дуги на «Гнутике»
Получение дуги на «Гнутике»
 Получение угла на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:

Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
 Внешний вид покупного ручного «Твистера»
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:


Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео: как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
 Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:

Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
 1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.

Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
 Внешний вид приспособления
Внешний вид приспособления
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
 Шаблон
Шаблон
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
 Приспособление волна и полученные изделия
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
 Приспособление «Фонарик»
Приспособление «Фонарик»
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.

Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.


Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
 Концы элементов оформлены «гусиной лапкой»
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки»
Приспособления для ковки «гусиных лапок»
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
 Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
 Принцип действия
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.


Ниже приведены чертежи сегментов улитки.
 Элемент улитки 1
Элемент улитки 1
 Элемент улитки 2
Элемент улитки 2
 Элемент улитки 3
Элемент улитки 3
 Центральный элемент улитки
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.



Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Приспособление для фрезерования ящичных шипов
Приспособление состоит из трех основных частей – основания, которое крепится струбцинами к фрезерному столу, подвижных салазок с вертикальным упором и сменных накладок для изготовления шипов разного размера. Все детали этого приспособления сделаны из березовой фанеры толщиной 19 мм и твердой древесины. Детали просто склеены друг с другом. Длина основания зависит от ширины фрезерного стола. Измерьте расстояние от правого края до оси фрезы. Для измерения вставьте в цингу V-образную фрезу. Острый кончик фрезы расположен точно на оси вращения. Добавьте к полученному размеру 70 мм, чтобы определить длину основания (в нашем случае – 356 мм). Затем изготовьте приспособление, показанное на рисунке.
Чтобы салазки легко скользили вдоль основания, при сборке обеспечьте небольшой зазор, вставив между основанием и полозками кусочки бумаги. Если вы планируете использовать приспособление для изготовления шипов разного размера, сделайте несколько сменных накладок. Вам придется устанавливать новую накладку при переходе на другой размер. Чтобы сделать в накладке Т-образный паз, сначала выберите его центральную часть с помощью прямой фрезы, а затем, используя Т-образную фрезу, сделайте заключительный проход.
Размеры проушин и шипов зависят от диаметра используемой фрезы, но так как регулируемые накладки можно менять, вы имеете возможность выбрать фрезу любою размера. Чтобы соединения выглядели аккуратными, то есть начинались и заканчивались целыми шипами и проушинами, ширина деталей должна быть кратной диаметру фрезы. Для настройки сделайте из обрезков две пробные заготовки, имеющие такую же длину и толщину, как стенки ящика, но шириной на 3 мм больше окончательной высоты ящика.
Теперь установите приспособление на фрезерный стол, настройте его и сделайте ящик за 12 простых шагов.
Выберите фрезу в соответствии с толщиной деталей, например, чтобы сделать шипы шириной 6 мм в стенках толщиной 6 мм. Но можно взять фрезу большего диаметра для изготовления более крупных шипов.
Закрепите основание приспособления на фрезерном столе, выровняв фрезу по центру выреза. Положите на основание заготовку и установите вылет фрезы так, чтобы она чуть выступала сверху.
Установите поверх основания салазки с вертикальным упором и зафиксируйте накладку, выровняв ее торцы вровень с полозками. Сдвиньте салазки вперед, чтобы фрезой сделать в накладке вырез-проушину.
Сделайте из обрезков Т-образную рейсшину для фиксации расстояния от края фрезерного стола до накладки. Рейсшина должна иметь достаточную высоту, чтобы ее торец упирался в накладку.
Выпилите из твердой древесины рейку-шаблон квадратного сечения, плотно входящую в вырез накладки. Распилите ее на две части и сложите их вместе, чтобы передвинуть накладку.
Удалите рейсшину и рейки, затем сделайте в накладке второй вырез-проушину. Обрежьте штыревой упор до длины 51 мм и вклейте его в новую проушину вровень с задней стороной накладки.
Для проверки настроек прижмите край пробной заготовки к штыревому упору. Сдвиньте салазки вперед, чтобы сделать в заготовке первую проушину.
Наденьте первую проушину на штыревой упор и отфрезеруйте вторую проушину. Продолжайте операцию до завершения, каждый раз надевая новую проушину на штыревой упор.
Для формирования первого выреза на углу смежной заготовки вставьте между ней и штыревым упором вторую часть рейки. Сделав первый проход, отложите рейку в сторону.
Прижмите угловой вырез к штыревому упору и сделайте второй проход. Последовательно сформируйте все шипы и проушины соединения. Опилите стенки ящика до окончательной ширины, удаляя неполные шипы.
Проведите пробную сборку соединения. Оно должно легко соединяться усилием рук, но не разъединяться под собственной массой. Если требуется, измените настройки.
Фирменные прижимы для склейки ящиков позволяют сжимать детали с выступающими торцами шипов, но при этом распределяют давление на все соединение.
Чтобы шиповые соединения ящиков получались безупречными, следуйте советам:
- Перед изготовлением соединений расположите стенки ящика так, как они будут окончательно склеиваться, и поставьте метки. Чтобы не перепутать их ориентацию, пометьте внешнюю и верхнюю сторону каждой стенки. Помните, что на противоположных стенках соединения должны выполняться одинаково.
- Фреза с восходящей спиралью дает более чистый рез с минимумом сколов. Кроме того, режущие усилия при работе такой фрезы направлены вниз, прижимая заготовку к столу и не давая ей приподниматься.
- Обрабатывая древесину, склонную к образованию сколов, прикрепите к переднему краю заготовки ненужный обрезок с помощью двухстороннего скотча.
- Всегда делайте шипы чуть длиннее; их выступающие торцы нетрудно удалить с помощью шлифовки или копирующей фрезы после сборки ящика. Чтобы на крайних шипах не возникали сколы, прижмите к ним струбциной обрезок бруска или доски.
- Если дно ящика с прямыми шипами должно вставляться в шпунты стенок, насухо соберите ящик, зафиксируйте стенки струбцинами и выберите шпунты изнутри с помощью шлицевой фрезы с подшипником. Затем сделайте закругления на уголках дна в соответствии с радиусом фрезы.
- Склеивайте ящики в течение суток после изготовления соединений. Если оставить детали на несколько дней, шипы могут усохнуть или разбухнуть, что затруднит сборку, или даже сделает ее невозможной.
- Склейка четырех соединений с большим числом шипов и проушин заставляет торопиться. Экономьте время, нанося клей только на внутренние грани шипов.
Торцовочная каретка — шипорезка для ящичного соединения
Давно думал сделать приспособу для изготовления ящичного соединения шип-паз на циркулярке.
В интернете очень много видео о том, к люди делают такую шипорезку.
Мне очень понравилось видео Михаила Демина – все четко, понятно, доступно.
Тут супруга попросила сделать подставку для кухонных принадлежностей. Подумал – как раз тот случай, чтобы сделать эту шипорезку. Торцовочная каретка для циркулярки у меня уже есть, пару часов, и сделал шипорезку.
Ну а далее – отфуговал, отрейсмусовал кусок доски 30 мм.

На ленточной пиле располовинил. Получились ламели 13-14 мм.

Ну а далее в ход идет шипорезка.


Процесс нарезания шипов и пазов.

Вот что получилось в результате.

Сборка на сухую, Вроде ничего. Но “дно” пазов остается немного неровным т.к. оно обрабатывается торцом пильного диска.

Склеиваем коробочку. Попутно сделал дно подставки.

Проходим фрезой по краям, шлифуем, покрываем масло-воском. Результат:

Супруга тут-же насовала в подставку кухонные принадлежности. Довольна как слон .

Что сказать? В принципе приспособа свое назначение оправдывает. Но уж больно трудоемкое это занятие. Спина после этого болит – постоянно в наклонном положении.
Хотя скругленный угол с соединением шип-паз смотрится хорошо.
Из-за того, что паз выбирается диском циркулярки, дно паза не ровное, и это видно после склейки при внимательном рассмотрении.
В интернете есть еще ребята, которые делали подобную шипорезку но для фрезерного стола.
Фреза, по идее, должна выбирать паз идеально.
В следующий раз, когда возникнет необходимость в соединении шип-паз, сделаю и эту приспособу для фрезерного стола.
Спасибо всем моим подписчикам за внимание и комментарии.

Работа с деревом
1.8K постов 12.1K подписчика
Правила сообщества
2. Будьте вежливы, старайтесь писать грамотно.
3. В публикациях используйте четкие и красивые фотографии.
4. Публикации должны быть связаны с деревообработкой или изделиями из дерева
можно нарезать шипы сразу на всех четырех досточках, ну, или хотя бы попарно. )))
У Михаила (Хартвуд) шипорезка под фрезер, довольно простая и сразу пакетом много можно резать. Хотя под штучную работу ваша предпочтительнее изза простоты, а если каретку на фрезерный стол поставить?

Каретка классная. А какие размеры?
Давно уже хочу переделать свою циркулярку -стол нормальный сделать и каретку, да все руки не доходят.
Ленточная пила. ламели.
ТС – садюга. Нет у меня таких игрушек/инструментов.

Рабочий столик из дуба
Здрасьте!
Коронавирус внес свои коррективы в работу, а именно добавил многим из нас в жизнь удаленку, в связи с чем возникла необходимость в небольшом рабочем столе, на котором бы помещался ноутбук, мышка и чашка кофе.
Для чего была куплена доска американского дуба длиной 4,5м и процесс пошел:
1. Напилил и отстрогал дубовых плашек на столешницу:

2. Склеил собственно в щит:

3. Далее были отпилены и отстроганы в размер ножки:



4. Потом 2 длинных, 2 коротких проножки, и шип-паз с ножками. Фотографировать забыл:

Тут не видно, но паз (как и шип) сложной формы, не прямой. Для крепости.
5. Ножки скосил из соображений эстетики. На фото ниже для сравнения прямые и скошенные ножки:


6. Столешницу тоже скосил, тоже для эстетики:


7. Добавил в низ ножек чуток эбена для красоты и чтобы разбавить однообразие дуба:



8. Дальше все стандартно. Обработка столешницы и базы маслом Borma в 2 слоя, крепление столешницы к базе на латунные саморезы с допуском на расширение дерева, пару раз твердый воск:



9. Собственно результат:


Надеюсь, что послужит еще и внукам.
Внимательный читатель наверняка заметил, что из электроинструмента при производстве использовалась только настольная лампа, остальное ручками (и дырочки под саморезы тоже, да да). Наждачкой тоже не пользовался если что.
Т. к. это мое первое подобное изделие из дерева и в процессе я собрал все возможные и невозможные косяки, убедительно прошу хорошенько обосрать работу. Спасибо. Извините. Будьте любезны.

Двуспальная кровать своими руками
Добрый день, уважаемые пикабушники.
Как-то давно обещал выложить пост как я делал свою первую в жизни кровать. Но, к сожалению, во время переезда телефон был пробит тяжелым тупым предметом, и все фотки погибли смертью храбрых.
В новую квартиру нужна тоже кровать. Жена сказала, что предыдущая ее полностью устраивала, только бортики для сидения оказались не практичной вещью. Разве что ребенку было по кайфу катать машинки.
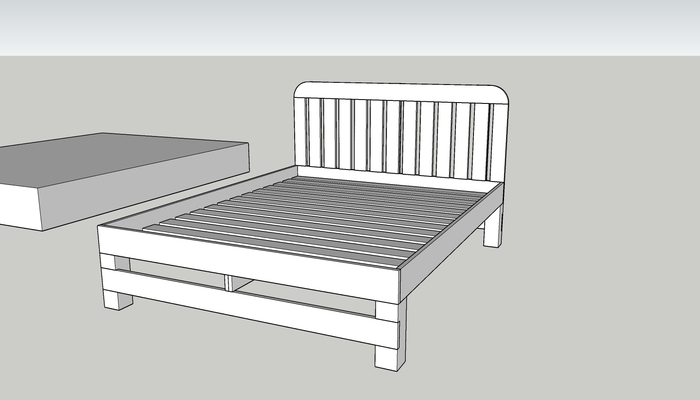
Рисуем свои хотелки в скетчапе. Размер матраса 160х200.
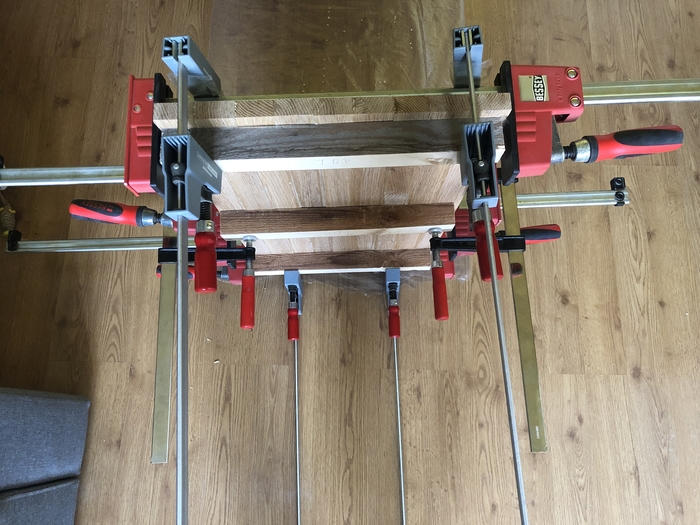
Как обычно у меня, кровать сделана из доступных материалов из ближайших сетевых строительных магазинов. Из инструмента: дисковая ручная пила, орбитальная шлифовальная машинка, фрезер, шуруповерт и россыпь струбцин и прочей мелочевки.
Чуть о конструкции: проверенное временем решение: чаша под матрас врезается в ножки. Ламели опираются по краям на бруски, которые прикручены к длинным сторонам чаши; и центральную балку, которая опирается на поперечины, передающие нагрузку на ножки кровати.
Сзади у изголовья поддержка, которая выполняет 2 функции: дает жесткости изголовью и делает отступ кровати от стены на толщину плинтуса. В противном случае пришлось бы подпиливать ножки кровати, или смириться, что они не доходит до стены.
Приступим. Напиливаем на даче все доски по чертежу. Проходим фрезером, чтобы сделать закругленные края чаши и изголовья. В остальных местах снимаем фаски, чтобы не посадить занозы и было приятно брать руками. Всё нашлифовываем до 120зерна, внешние части до 320.
В предыдущих постах мне рекомендовали купить фрезер и делать врезки им.

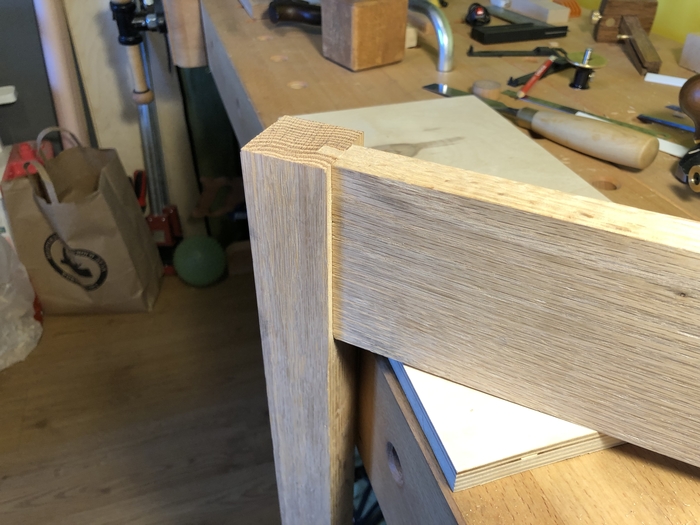
Я купил фрезер – шляпа. По времени получается очень долго, так как фрезер может снять за проход только несколько миллиметров. И на глубину 20мм надо сделать проходов 5-6. Поэтому старый добрый способ – делаем десяток-другой пропилов дисковой пилой с шагом 3-5мм, ломаем получившиеся гребни, и уже на полную глубину проходим фрезой начисто.

Изголовье буду сажать на шканты 8*40. Насверливаю отверстия в вертикальных ламелях, а потом их присаживаю с помощью центровых кернов.

В ножках сверлю отверстия под мебельные болты с круглой шляпкой (обожаю их, вот такая вот слабость). Но если в первой кровати выход болта торчал из ножки и в принципе ни кому не мешал, только портил эстетику, то теперь под них насверлено глухое отверстие и спрятал в нем самоконтрящуюся гайку с шайбой. Потом забил-вклеил туда деревянный чопик и спилил в уровень с ножкой.

Скрепляем брусок со стенкой с помощью саморезов 6х50, чтобы выдержать мою с женой тушку, прыгающих детей и прочие нагрузки. Скручиваем переднюю и заднюю стенки.

. и собираем в единый каркас. Не забываем проверять геометрию, сверив диагонали. Только после этого скручиваем окончательно, и опять проверяем геометрию. У меня убежали на 5мм.

Крепил ламели под матрас: по 2 самореза с каждой стороны и по центру. И собираем изголовье.
В одно лицо, я вам скажу, то еще удовольствие. И материться нельзя – дети рядом активно помогают – то клей попробуют, то саморезы раскидают, то киянкой подправят каркас.

Далее кладем матрас и готово – можно спать.

По факту надо зашпатлевать все саморезы и неровности. И покрыть в 2-3 слоя лаком для мебели.
После 3 месяцев сна на полу, было очень необычно спать на высоте
50см над полом. Но круто.
И как всегда за деньги, хотя всё, что я делаю – для души, а не для экономии:
брус 100х100х2000 – 1шт по 500 = 500
доска 20х120х2000 – 3шт по 236 = 708
доска 20х146х2000 – 4шт по 286 = 1144
доска 20х96х2000 – 20шт по 116 = 2320
доска 20х96х3000 – 2шт по 292 = 584
брусок 40х30х2000 – 2шт по 125 = 250
болт мебельный 8х90 – 4шт по 33 = 132
болт мебельный 6х90 – 4шт по 20 = 80
шлифовальные круги, саморезы, шканты еще пусть на 500руб
промежуточный ИТОГО – 6300
Лак для мебели под колеровку – 1500
ИТОГО, округлив – 8000 рублей.

Органайзер для украшений
Сделал тут месяц назад органайзер для хранения сережек или подвесок.
Панно из сосны на фанере 3мм.
Делал долго в свободное время.
И как всегда забыл фотать процесс.


Тончайшая стружка

Из “белых воротничков” в столярку
Всем привет! Хочу просто поделиться своими впечатлениями! Всю жизнь работал в банках: белые воротнички, работа в офисе и т.п. Даже не думал что-то менять. Но в один день, на очередной утренней головомойке от начальства, ловлю себя на мысли, что “Как же все это надоело и хочется работать для души”. Нет, говорить что я сразу побежал увольняться я не буду, т.к. это не правда и я по сей день работаю в банке, но в моей жизни поменялось действительно многое, с того момента. Долгое время, думал чем бы таким заняться, чтобы вот прям для души, а не для “ПЛАНОВ”. И зайдя с супругой, в очередной раз большой зелёный гипермаркет для покупки карниза (наш старый просто упал, ребенок дернул за занавеску и все)проходя мимо ручного инструмента засмотрелся на ручной инструмент. Меня заворожил ручной фрезер. Супруга выбрав карниз, пошла меня забирать из отдела инструмента (как маленького мальчика в отделе машинок). Увидев меня сказала: “Ну если нравится, давай купим”. Я не собирался его покупать, просто смотрел. Конечно я отказался, т.к. даже не знал что с ним делать. На этих словах мы закончили разговор и пошли оплачивать карниз на кассу.
Через некоторое время, супруга позвонила мне (я как всегда на работе в запаре, т.к. планы в банка стоят не реальные, почти всегда) и сообщила, что дома меня ждет сюрприз. Признаться не хотела, что это. Ох, что я только не представлял и о чем только не мечтал в тот момент. Но все что я себе на придумывал оказалось лишь моей выдумкой (ну не все, ладно, не буду врать. Часть моих мыслей все-таки исполнилось. хе-хе-хе).
В итоге придя домой, я увидел, что стоит большая желтая коробка не без известной всем марки. А в нем лежит новенький фрезер. Я не знал как реагировать. Т.к. действительно не понимал, что мне с ним делать. Но был рад. Не знаю почему, просто какая-то детская радость была внутри меня.
На следующий день, я все-таки начал смотреть, что можно делать с помощью данного приспособления. Как оказалась, применений у него масса, даже можно сделать тот карниз, который мы приобрели в зелёном гипермаркете. Но как оказалось, что это было только начало моего нового хобби, который потихонечку вошел в мою жизнь. Сначала я делал просто так, чтобы попробовать и понять “А как это”. Но остаточно быстро втянулся. Все мои работы проходили на кухне, в квартире (хорошо супруга меня не выгнала в тот момент, т.к. оказалось, пыли от этого всего просто безумное количество). После начал покупать дополнительный инструмент. Идеи черпал из интернета и которые нравились пытался повторить.
Сейчас я уже владею не большим парком станков и кучей ручного инструмента, как оказалось, работа с деревом мне доставляет огромное удовольствие и какое-то душевное спокойствие. Освоил инструмент который у меня уже есть, но это затягивает на столько, что начал изучать литературу по деревообработке. Смотреть как правильно необходимо обработать древесину и с какой стороны подойти, чтобы получить то, что хочешь. И в итоге получилось очень даже не плохо (на мой субъективный взгляд и взгляд моих родственников). Решил что надо все выносить в интернет, чтобы показать людям. В следствии чего сделал свой “рабочий” Instagramm. В котором показываю свой прогресс.




