Чем резать фанеру
При производстве различных отделочных работ или изготовлении мебели использование фанеры – распространенная практика. При этом домашние умельцы стоят перед выбором: чем резать фанеру и как добиться идеального среза без сколов. Во время резки такого материала возникают некоторые сложности: лист отличается большими размерами, а структура его основы создает трудности при распиловке. Зная некоторые особенности, можно добиться превосходных результатов при работе электрическим лобзиком, ручной или дисковой пилой. Главное условие – обеспечить надежную фиксацию фанеры.
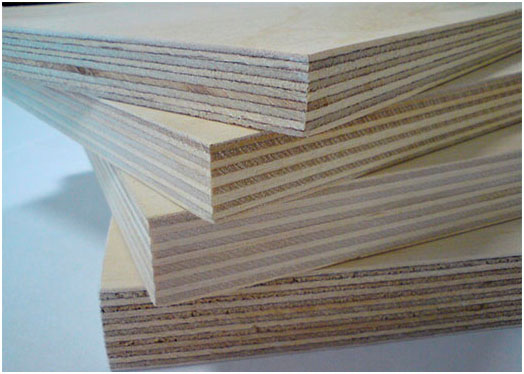
Фанера – практичный в использовании и удобный в обработке материал
Цели распиловки и подходящие инструменты
В зависимости от целей распиловки подбирается то, чем можно резать фанеру наиболее эффективно. Среди используемых для работы инструментов можно выделить такие:
- пила дисковая электрическая;
- ручная ножовка;
- электрический лобзик.
Рассмотрим особенности использования различных инструментов для разрезания фанерного полотна и в каких случаях целесообразнее использовать тот или иной прибор.
Ручная пила
При резке фанеры при помощи ручной пилы приходится прилагать физические усилия по причине значительной плотности материала. Этот инструмент используется при необходимости разрезать лист фанеры на одинаковые фрагменты.
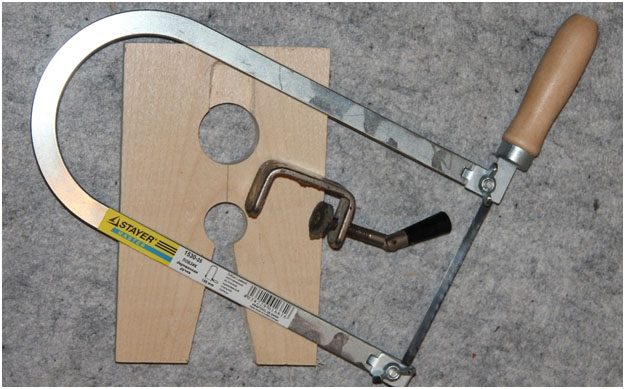
Ручной лобзик считается наилучшим инструментом и позволяет заранее решить, чем пилить фанеру без сколов, избавив себя от необходимости приобретать электрический инструментарий. С его помощью можно изготовить небольшое количество элементов сложной формы. Имея определенные навыки работы с лобзиком можно делать аккуратный рез, однако, по причине высоких трудозатрат и небольшой производительности этот способ нельзя назвать оптимальным.

Если под рукой нет электрического инструментария или простого лобзика, то следует прибегнуть к использованию простой ручной пилы. Чтобы резать лист было удобно и избежать образования сколов, полотно инструмента должно обладать большим количеством мелких и хорошо заточенных зубьев. Угол наклона пилы к фанерному листу должен быть острым. Рекомендуется избегать рывков и совершать равномерные движения с сильным нажимом.
Совет: Рез обычной пилы отличается грубостью, поэтому рекомендуется после окончания распиловки обрабатывать торцевые части наждаком.
Дисковая пила
Из листов фанеры можно создавать различные формы с использованием циркулярной или дисковой пилы, но основное предназначение этих инструментов – создание прямоугольных резов. Во время резки материала очень трудно получить аккуратный распил, поскольку скорость вращения дисков очень высока. В связи с этим следует отдавать предпочтение тем отрезным кругам, которые имеют мелкие зубцы и служат для работы с древесиной. При обработке фанеры хорошо использовать отрезные круги, предназначенные для распиловки ДСП.

Совет: во время разрезания фанерного листа следует следить за тем, чтобы нажим на лист был незначительным, а скорость вращения диска небольшой.

При изготовлении мебели или ее ремонте нередко приходится выбирать, чем пилить ламинированную фанеру. Чтобы получить чистый рез необходимо подбирать диски или полотна, имеющие частые и мелкие зубья. Большое значение имеет угол их заточки, а также форма. Желательно подбирать диски с положительным углом заточки и разной формой зубьев (наблюдается чередование трапециевидных и прямых зубцов). Если же диск имеет отрицательные углы заточки, то необходимо снизить обороты, в противном случае древесина будет гореть.
Важно: чем больше диаметр диска, тем шире будет пропил и, соответственно, увеличится количество сколов. Избежать образования сколов полностью невозможно, но реально снизить их число и размеры до такой степени, чтоб последующая обработка смогла полностью устранить все шероховатости.
Установлена взаимосвязь между размером скола и зубьев пилы: мелкие оставляют меньшие повреждения, чем большие. Величина развода зубьев оказывает влияние на чистоту резки фанеры. Наилучший результат достигается при минимальной разводке. Проверить этот параметр можно с помощью обычной линейки. Распиливать толстый лист при помощи диска с минимальной разводкой зубьев не следует, поскольку от усиленного трения начнется его подгорание и произойти защемление диска.
Электрический лобзик
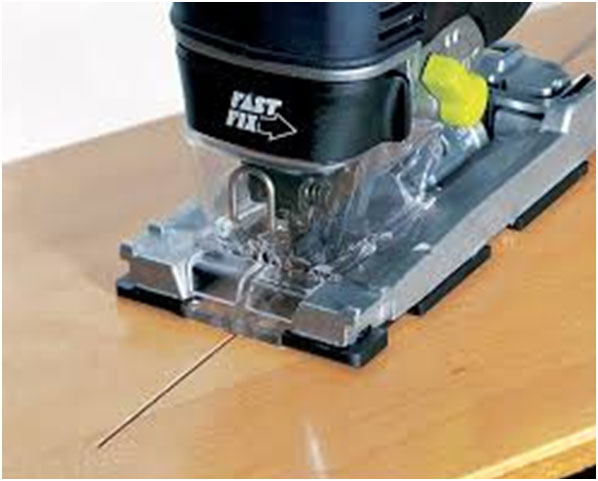
С распиловкой любой фанеры лучше всего справится электрический лобзик. Во время работы с этим инструментом следует использовать мелкие пилки, резать полотно, прижимая лобзик и не допуская при этом отрывистых движений. По завершении процесса торцы материала обрабатывают при помощи наждачной бумаги.
Совет: выбирая пилы для электрического лобзика следует отдавать предпочтения тем моделям, на которых присутствует маркировка «чистый рез». У большинства производителей режущего инструментария в ассортименте имеются пилы для этих целей, к примеру, у фирмы BOSCH эта продукция представлена линейкой товаров под названием CleanWood. Отличительная особенность зубьев – правильная треугольная форма и способность совершать резку в противоположных направлениях.
Не стоит приобретать низкокачественный инструментарий, поскольку после пропила длиной в 5 метров наблюдается сильное затупления режущей кромки, что обуславливает появление сколов. Отсутствие разводки и противоположная заточка зубьев, расположенных по соседству и малая ширина позволяют совершать сложный фигурный рез. Но эти качества пилок для чистовой резки обуславливают хрупкость полотен.

Чистовая резка фанеры может выполняться с использованием полотен для работы с деталями из металла. Размер зубьев таких пил минимален, что сильно замедляет скорость распиловки, но позволяет добиться наивысшего качества. Поскольку ширина пилок по металлу велика, то осуществлять фигурный рез возможно только при большом радиусе изгиба (0,6-0,8 м).
Особенности режущих инструментов
Каждый инструмент для резки фанеры имеет свои особенности при использовании. Рассмотрим правила работы с фанерой различными режущими инструментами.
Распиловка дисковой пилой

Чтобы эффективно распилить лист при помощи дисковой пилы следует придерживаться таких правил:
- Поместить фанерный лист на устойчивую опору и сделать первую прорезь ближе к середине полотна.
- Отрегулировать пропил по глубине. Для этого следует опустить диск и начать распил, при этом глубина погружения диска должна на 0,5 см быть больше толщины полотна.
- Во избежание получения травм по причине большой вероятности обратной отдачи следует расположиться сбоку от линии действия пилы.
- Подготовить пилу для совершения необходимого выреза. Для этого следует башмак пилы (его часть спереди) приложить к полотну и установить лезвие на линию распила, предварительно отогнув кожух.
- Удостовериться в отсутствии помех внизу листа.
- Включить пилу и не торопясь погрузить ее лезвие в материал. Для предотвращения обратной отдачи следует крепко держать пилу. После погружения в прорезь диска и установки ее башмака на поверхность листа следует вернуть обратно защитный кожух.
- Провести инструментом по линии до конца полотна.
- Выключить пилу и только после ее полной остановки вынуть из прорези.
Разрезка электрическим лобзиком

Для получения ровного распила последовательность действий должна быть такова:
- Надежно зафиксировать материал.
- По возможности проводить резку перпендикулярно волокнам древесины, иначе получить ровный край будет весьма сложно.
- Ни в коем случае не стоит оказывать давление на инструмент, скорость резки от этого не увеличится, но инструмент гарантированно сломается.
- Поверхность зубьев следует смазать маслом для облегчения работы (при условии работы с древесиной повышенной прочности).
- Нежелательно использовать инструмент длительное время по причине его нагрева и порчи двигателя.
- После использования нужно произвести очистку лобзика и смазать его.
Работа ручной пилой

Работа с использованием ручной пилы влечет за собой намного больше трудозатрат по сравнению с дисковой пилой. Чтобы правильно распилить лист фанеры, нужно учесть такие правила:
- Сделать вертикальную засечку по линии распила. Для этого нужно поместить лезвие пилы и протянуть полотно, чтобы образовалась бороздка.
- Наклонить полотно пилы до образования с плоскостью листа острого угла (от 30 до 40 0 ) и начать совершать плавные движения.
- Для сохранения ровности распила предплечье и плечо должно располагаться в одной плоскости. При отклонении от заданного направления требуется слегка изогнуть пилу в нужном направлении и продолжить работу.
- Во избежание образования излома нужно придерживать отпиливаемую часть не занятой рукой.
- При окончании распила требуется снова придать полотну вертикальное положения и окончить работу, проведя нескольку движений перпендикулярно листу фанеры.
Это интересно: твердое покрытие ламинированной фанеры придает неоднородность материалу, что становится причиной образования сколов при обработке. Другая причина появления таких дефектов определяется скоростью движения режущей кромки, формой ее зубьев и прилагаемыми усилиями. Часто полотно лобзика выламывает крупные куски фанеры, что обусловлено использованием пилок с большими зубьями или продавливанием верхней части листа.
Как добиться идеального среза
Для того, чтобы получить безупречный срез с торцевой стороны можно воспользоваться как ручной пилой, так и использовать электроинструмент. Существует несколько приемов, помогающих достичь качественного распила фанеры. Вот некоторые из них.
Нулевой зазор
Принцип этой техники заключается в сокращении до возможного минимума расстояния между подошвой пилы и прижимной площадкой. Это позволяет избежать обламывания верхнего слоя фанеры. Достигнуть такого эффекта возможно путем крепления к подошве инструмента накладной пластины. Накладка имеет прорезь для сохранения возможности пилить по намеченной линии. Благодаря этому зубья гарантированно обрезают мелкую стружку и не выламывают материал.
Важно исключить механическое повреждение накладкой поверхности листа. Накладку следует сменять каждые 5 метров распила. Использование накладок из более прочных материалов (металла, пластика или стеклотекстолита) позволяет избавиться от необходимости часто менять накладки, поверхность которой необходимо предварительно отполировать.
Клейкие ленты
Для защиты тыльной стороны фанеры по линии распила наклеивают ленту. Такой способ помогает предотвратить отламывание крупных кусочков, что особенно эффективно, если принято решение использовать ручной или электрический лобзик. Однако, не всякая клейкая лента подойдет для этих целей. К примеру, малярный скотч в этом случае будет совершенно бесполезен по причине малого запаса прочности.

Перед тем, как начать пилить на поверхность наклеивают tape-ленту имеющую армирование из стекловолокна или алюминия. Требования к ее ширине таковы: по обе стороны линии распила должен быть запас в 1,5-2,0 см. Лучше производить оклейку, придавливая ленту сухой тканью, не допуская образования морщин и склеивания.
После того, как диск пилы или электрический лобзик прекратили работу, следует убрать инструмент, предварительно отключив его от сети. Затем приступить к отклеиванию ленты. При этом следует проявлять большую осторожность, чтобы резкими движениями не вызвать отрыв мелких осколков ламинированной поверхности, неизбежно образующихся при резке. Поэтому необходимо отказаться от применения материалов с мощной клеящей основой. При выборе такой ленты следует учитывать ее адгезивную способность и легкость очистки с шероховатой поверхности.
Советы
Чтобы разрезать фанерный лист правильно, необходимо использовать подходящий инструмент и соблюдать некоторые правила:
- до распила требуется провести все замеры и проверить себя во избежание досадных ошибок;
- во время работы необходимо следить за сетевым шнуром;
- перед тем, как использовать инструмент требуется отрегулировать глубину пропила не нужную величину;
- диск пилы должен подходить для резки фанеры;
- использованию пилы должно сопутствовать применение защитных перчаток и очков;
- тупые лезвия пилы более опасны, чем заточенные;
- во время распиловки фанеры необходимо соблюдать безопасность не приближать руки к лезвию;
- не приступать к работе без навыков работы с электроинструментом.
Заключение
Достичь отличного качества реза фанеры в домашних условиях вполне возможно, если использовать в работе направляющую рейку, правильно раскраивать материал и соблюдать технику безопасности при работе с режущими инструментами. Знания о строении фанерного листа и особенностях его обработки помогут избежать досадных ошибок и избежать дополнительных трат на покупку нового материала взамен испорченного.
Выпиливание из фанеры. Инструменты для распиловки и шлифовки. Выбор материала по толщине и сорту. Тонкости работы

Чем лучше пилить фанеру? Какая ее толщина оптимальна для мебели или покрытия пола? Есть ли какие-то тонкости у выпиливания из нее моделей или детских игрушек?
На эти и некоторые другие вопросы мы попробуем ответить в рамках статьи.
 Резная шкатулка из фанеры.
Резная шкатулка из фанеры.
- Инструменты
- Распиловка
- Шлифовка
- Выбор материала
- Толщина
- Сорт
- Тонкости работы
- Вывод
Инструменты
Распиловка
Чем пилить фанеру? Ответ на этот вопрос зависит от сложности фигуры, которую вы хотите выпилить из нее.
Точнее, от радиусов изгибов.
- При радиусе около сантиметра (разнообразные масштабные модели, игрушки, рельефные буквы для стенгазет) идеальный инструмент — обыкновенный ручной лобзик . При ширине полотна около миллиметра возможно создание сколь угодно сложных и детализованных фигур.
Существуют и электрические версии такого инструмента; однако станок для выпиливания из фанеры фабричного изготовления — инструмент довольно дорогой.
 Инструмент на фото — станок для выпиливания HEGNER Multicut. Его цена на российском рынке — около 70 000 рублей.
Инструмент на фото — станок для выпиливания HEGNER Multicut. Его цена на российском рынке — около 70 000 рублей.
Нюанс: круглые прорези гораздо быстрее делаются сверлом или балеринкой.
При необходимости круглое отверстие легко превратить в овальное шарошкой.
- Электролобзик полезен при выпиливании фигур с радиусами изгибов три и более сантиметров . Чем меньше ширина полотна, тем меньше возможный радиус.
Основная проблема электрического лобзика — поднятая на верхней стороне листа щепа.
Повреждений верхнего слоя шпона будет тем меньше, чем меньше размер зубьев пилки; именно поэтому для фигурного выпиливания часто используются полотна по металлу.
Еще одна маленькая хитрость — наносить контур изображения не на фронтальную, а на тыльную поверхность фанерного листа: в этом случае щепа если и поднимется, то на той стороне, которая не будет видна зрителю.
 Электролобзик – незаменимый инструмент в работе с фанерой
Электролобзик – незаменимый инструмент в работе с фанерой
- При распиловке фанеры по прямым линиям наиболее ровный и чистый срез получается при использовании дисковой пилы . Заметьте: импровизированная дисковая пила из болгарки не только довольно опасна в использовании; с ее помощью еще и крайне трудно получить прямую линию отреза.
Когда резка фанерного листа осуществляется с удержанием инструмента на весу, небольшие перекосы неизбежны; при этом перекос в горизонтальной плоскости означает, что полотно пилы начинает вести в сторону, причем с довольно большим усилием.
Если же вы пользуетесь полноценной ручной дисковой пилой, весь вес инструмента приходится на поверхность листа. Контролировать его движение неизмеримо легче.
Шлифовка
Во всех случаях требуется обработка краев полученных деталей.
Чем ее удобнее выполнить?
- При фигурном выпиливании мелких деталей необходим набор фигурных надфилей. Они позволят скруглить края или, наоборот, превратить круглое отверстие в угловатое. Как правило, набор включает плоский, круглый и треугольный напильники.
 Набор для работы по дереву может, как видите, включать не только надфили.
Набор для работы по дереву может, как видите, включать не только надфили.
- Для более грубых изделий, где не требуется ювелирная работа, вполне достаточно плоского и круглого напильников.
- При обработке листов фанеры перед укладкой пола или черновой обшивкой стен все, что требуется — зачистить края от щепы. Работа выполняется плоским рашпилем.
Полезно: чтобы не нанести краю детали дополнительные повреждения, при шлифовке смотрите на направление волокон шпона.
Напильник не должен двигаться перпендикулярно им.
- Шлифовка поверхности мелких деталей (разумеется, если она требуется) осуществляется обычной наждачной бумагой. Избежать появления неровностей поможет простая хитрость: наждачку не стоит прижимать к детали рукой. Заверните в нее брусок с ровными гранями.
Выбор материала
Выполнение любой работы своими руками начинается с закупки материала. Какую фанеру в каком случае стоит покупать?
Толщина
Для выпиливания моделей и изделий декоративного назначения обычно покупается фанера толщиной в 3-4 миллиметра.
Если вы хотите украсить шкаф резной филенкой, берется материал не тоньше 8 миллиметров. Открывать и закрывать двери ваши домашние наверняка станут не только за ручку; фанера меньшей толщины не выдержит длительных нагрузок. (см. также Шкаф из фанеры своими руками)
Для изготовления каркасной мебели достаточно 6 миллиметров; а вот для бескаркасных шкафов и тумб закупаются 15-миллиметровые листы. Соединять их можно встык, без уголков, но с обязательным засверливанием отверстий в торце листа. Сделать соединение более прочным поможет нанесенный на торец силиконовый герметик.  Мебель из толстой фанеры не нуждается в каркасе.
Мебель из толстой фанеры не нуждается в каркасе.
10-миллиметровая фанера используется в качестве настила по бетонной стяжке. Слой гидроизоляции между ней и бетоном обязателен.
Выбор толщины листа для настила пола по лагам зависит от шага между ними:
- При шаге 40 сантиметров достаточно прочности 15-миллиметрового листа;
- Если шаг увеличивается до 60 см, то и толщина должна быть равной как минимум 22 мм.
Важный момент: прочность на изгиб 2 листов по 8 миллиметров не будет уступать 16-миллиметровому листу лишь в том случае, если они склеены по всей поверхности.
Сшить их саморезами недостаточно.
Если мы выпиливаем из фанеры или собираемся изготовить из нее лакированную мебель, вариантов нет — покупается только и исключительно березовая фанера 1 сорта. Она отличается полным отсутствием сучков в наружных слоях шпона и шлифованной с одной стороны поверхностью.
Второй сорт может быть использован для изготовления полочек или шкафов в наименее ответственных местах. Поверхность придется шлифовать и красить.
Листы третьего и четвертого сортов рекомендуется использовать разве что в качестве чернового пола. Впрочем, на практике часто возникает ситуация, когда фанеру лучшего качества просто не найти. Что ж, на безрыбье и рак — рыба; однако шпаклевке и шлифовке поверхности придется уделить немало времени. Разумеется, оставлять на виду текстуру в этом случае не стоит: поверхность фанерной мебели, сделанной своими руками красится или оклеивается декоративной пленкой.
 Фанера 4 сорта.
Фанера 4 сорта.
Для любых работ в доме оптимально использование фанеры ФК. ФСФ обладает лучшей водостойкостью; однако при ее производстве используются довольно токсичные фенолформальдегидные смолы.
Тонкости работы
Как пилить фанеру?
Ряд простых советов поможет вам избежать связанных с выполнением этой работы проблем.
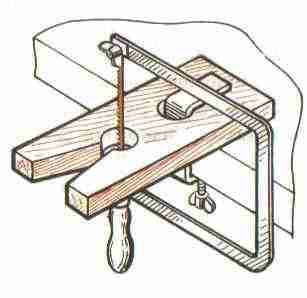
- Пара струбцин сильно упростит процесс распиловки листа дисковой пилой или электролобзиком. Когда лист надежно прижат к распиловочному столу, вы гораздо точнее контролируете взаимное положение инструмента и фанеры. Кроме того, надежная фиксация защитит от случайных повреждений сам стол.
- Трафареты для выпиливания из фанеры можно найти во многих старых журналах; несложно отыскать их и в интернете.
- При выпиливании перенести контур изображения на лист поможет обычная копирка. Достаточно проложить ее между фанерой и журналом или книгой; затем контур обводится карандашом или шариковой ручкой с закончившейся пастой.
Почему с закончившейся? Потому, что в этом случае вы не испортите оригинал изображения ничем, кроме незначительной вмятины по контуру. Альтернативный вариант — вначале перенести изображение на кальку, а затем уже копировать на фанерный лист.
Однако: если в вашем распоряжении есть копир или цифровой фотоаппарат и принтер, задача резко упростится.
Навыки работы в графическом редакторе помогут вам скорректировать оригинальное изображение; кроме того, любой копир позволяет масштабировать картинку.
- Основная проблема при работе ручным лобзиком — непрерывно контролировать его перпендикулярность по отношению к поверхности детали. Чем больше толщина фанерного листа, тем больше проблем может создать любое отклонение.
Та же проблема возникнет у вас и при разделке листа импровизированной дисковой пилой из болгарки.
 Этот инструмент все время пытается отклониться от вертикали.
Этот инструмент все время пытается отклониться от вертикали.
При использовании электролобзика обратите внимание на угол наклона платформы: у большинства моделей он регулируется. В процессе работы винтовое крепление часто разбалтывается, и вы опять-таки получаете наклонный срез.
- Когда ваша цель — выпиливание фигурок из фанеры, при использовании электролобзика стоит следить за положением его полотна. Разрез должен проходить с наружной стороны контура фигурки. А вот при распиловке по прямой лучше ориентироваться на указатель на платформе.
Если его нет или его положение в силу конструктивных особенностей лобзика вызывает смещение линии разреза относительно контура детали — просто нанесите карандашом риску. Попытка пилить по прямой с контролем положения самого полотна приведет лишь к тому, что линия отреза станет неровной. - Чтобы вырезать электролобзиком отверстие сложной формы, просверлите фанеру в любой точке внутри его контура. Диаметр сверла должен быть больше ширины полотна. От единственного отверстия узкое полотно позволит вам выпилить линию сколь угодно сложной формы.
- Для ручного лобзика инструкция чуть сложнее: проколов будущую деталь шилом, проденьте через отверстие полотно и снова закрепите его в рамке.
- При работе электролобзиком во время выпиливания сложных фигур поворачивают инструмент. А вот если та же работа делается ручным лобзиком, поворачивают фанеру.
 Несложное приспособление для фигурного выпиливания.
Несложное приспособление для фигурного выпиливания.
- Если вам предстоит выпилить из фанеры изделие сложной формы с вырезами, первыми выполняются именно вырезы. Поворачивать и удерживать целый лист куда проще, чем мелкую деталь, да и риск сломать незавершенное изделие в этом случае уменьшится.
- Независимо от того, какой инструмент используется — ручной или электрический — не стоит допускать перекаливания режущей кромки. Раскалившись до появления побежалости, любое полотно становится куда мягче, и его зубья быстро теряют заточку. Тонкое же полотно ручного лобзика и вовсе может сломаться.
Чтобы избежать перегрева, делайте небольшие паузы в работе или протирайте режущую кромку влажной тряпкой.
Важный момент: перед охлаждением тряпкой и, тем более, сменой полотна или диска любой режущий инструмент обязательно обесточивается.
Уж поверьте — это как раз тот случай, когда техникой безопасности пренебрегать не стоит.
Кроме того, кладите инструмент на любую поверхность лишь после его полной остановки: из-за пренебрежения этим несложным правилом автор статьи едва не лишился пальцев.
Коснувшись вращающимся диском поверхности, пила, как оказалось, способна передвигаться очень быстро и в непредсказуемом направлении.
- Полотно ручного лобзика натягивается буквально до звона. Недостаточное натяжение гарантированно приведет к его поломке.
 Для того, чтобы обеспечить натяжение полотна, рамка лобзика предварительно сгибается.
Для того, чтобы обеспечить натяжение полотна, рамка лобзика предварительно сгибается.
Вывод
Фанера — универсальный материал, совмещающий простоту обработки с высокой прочностью. Выпиливание из нее сейчас в большой степени утратило популярность, о чем можно лишь жалеть.
Как обычно, в представленном видео в этой статье вы найдете дополнительную информацию по данной теме. Успехов в творчестве!
Самодельное приспособление для точного раскроя досок ручной циркулярной пилой
Ручной циркулярной пилой в штатном исполнении крайне затруднительно сделать точный поперечный раскрой доски. Получить идеальный срез в соответствии с разметкой позволяет простое самодельное приспособление, легко изготовляемое из обрезков в своей домашней мастерской.
Отрезное приспособление спроектировано для перпендикулярного распила досок шириной от 100 до 250 мм с шагом в 50 мм, но его размеры можно легко изменить для своих потребностей.
Как работает приспособление для ручной дисковой пилы
Рассматриваемое устройство предельно просто и состоит всего из нескольких частей: основания для пилы, направляющей рейки, упорного бруска и эксцентрикового прижима обеспечивающего надежную фиксацию даже на пиломатериале, распущенном с небольшими отклонениями по ширине.

Схема приспособления для ручной циркулярной пилы.
Пользоваться самоделкой очень легко. Сначала на доске производится разметка.

Затем сверху устанавливается самодельное приспособление, нижний упор которого прижимается к кромке заготовки, а правый край выравнивается по метке.

Фото приспособления для дисковой пилы.
Далее фанерное основание надежно закрепляется поворотом рычага эксцентрикового зажимного механизма.

Фото приспособления – вид с низу.
Теперь остается поставить циркулярную пилу на основание и выполнить разрез, прижимая край подошвы к направляющему боковому упору.

Поперечная резка доски с применением изготовленного приспособления.
Результатом будет идеально ровный распил, точно повторяющий разметку.

С этим приспособлением удобно делать множество поперечных резов, когда требуется частое перемещение инструмента на новую линию распила, например, при выборке пазов в брусьях. Пригодится оно и при необходимости уменьшения длины заготовки на несколько миллиметров, а справится с этой задачей не хуже торцовочной пилы.

Как сделать приспособление своими руками
Отрезное приспособление изготавливается для конкретной модели электроинструмента. Измерьте на вашей циркулярной пиле расстояние от двигателя до нижней плоскости подошвы и отнимите 5 мм. Полученный результат – это высота направляющего упора.

Снятие нужных размеров циркулярной пилы.
Подготовьте согласно размерам фанерное основание с прямыми углами и деревянные рейки с параллельными кромками.

Заготовки для сборки приспособления для поперечного реза дисковой пилой.
Замерьте расстояние от режущего диска до края подошвы.

Прибавьте припуск в 6–10 мм и установите на этом расстоянии от правого торца фанеры направляющую рейку. Закрепите планку шурупами с потайными шляпками, контролируя её строго перпендикулярное положение.

Прикрутите с обратной стороны упорный брусок и зафиксируйте приспособление на верстаке.

Опилите фанеру циркулярной пилой до окончательной ширины, создавая эталонный торец для точного позиционирования приспособления по разметке.

Начертите на бумаге шаблон кулачка эксцентрикового зажима.

Чертеж эксцентрикового зажима.
Разметьте деталь на 10-миллиметровой фанере и обозначьте шилом центр сверления отверстия для болта.

Выпилите заготовку электролобзиком.

Сделайте из той же фанеры шайбу диаметром 50 мм, используя раздвижное сверло по дереву «балеринка».

Отшлифуйте заготовки и подберите мебельный болт М6 или М8 с усом (либо с квадратным подголовником), гайку-маховичок, шайбу и втулку. Последнюю можно сделать из трубки подходящего диаметра. Длина втулки – это суммарная толщина основания, рычага и фанерной шайбы.

Готовый эксцентрик из фанеры.
Сделайте в основании сверлом по диаметру втулки отверстия, служащие для перестановки эксцентрикового прижима соответственно ширине раскраиваемой доски.

Схема сверления отверстий.
Соберите эксцентриковый механизм: вставьте сверху болт со втулкой, а снизу насадите деревянную шайбу, сам кулачок и стальную шайбу. Стяните детали гайкой.

Наклейте с внутренней стороны упора полоску наждачной бумаги для предотвращения проскальзывания в момент застопоривания эксцентрика, что может происходить в случае закрепления приспособления на гладко остроганной заготовке.

Прижимная система данного приспособления обладает ходом, обеспечивающим закрепление на досках с разбегом по ширине примерно в 10 мм. Если нужно раскроить или отторцевать заготовки другого размера, просто поместите перед упорным брусом деревянную подкладку.

Пример использования приспособления для поперечного реза ручной циркулярной пилой доски меньшей ширины.
При желании потенциал рассмотренного устройства можно расширить, добавив угол раскроя в 45°. Для этого потребуется несколько увеличить габариты опорной площадки и установить под данным углом второй упорный брусок.
Статьи по теме:
Обсудим, как работать с перфоратором без пыли. А также: недостатки при использовании пылесоса, как избежать пыли при бурении стены и бурении потолка.
Статья рассматривает процесс изготовления простых держателей, подставок и полочек для ручного инструмента домашней мастерской.
Рассмотрены варианты самодельных боковых упоров для столярного верстака. Представлен чертеж и подробно показан порядок изготовления одного из.
Мастер-класс по замене вышедшего из строя никель-кадмиевого аккумулятора шуруповерта на современный литий-полимерный.
Пошаговая инструкция с фото рассматривает процесс изготовления своими руками простого воротка для метчиков.
10 Полезных советов новичку при работе с фанерой
от Aleksey | Инструменты | Среда, 30 июня 2021
Мы большие поклонники фанеры, но у нее есть свои сильные и слабые стороны, свои причуды и достоинства. Но прежде чем вы погрузитесь в свой следующий проект, ознакомьтесь с нашими рекомендациями. Мы собрали наши лучшие советы, а также трюки для работы с фанерой, чтобы помочь сделать ваш следующий проект более успешным!
Теперь фанера не панацея для всех проектов, она довольно универсальна и надежна для использования в строительстве мебели , такой как скамейки, комоды, прикроватные тумбочки и полки. Вы даже можете использовать фанеру в качестве бюджетного варианта напольного покрытия!
Этот пост содержит рекомендации и советы при работе с фанерой, о которых вам стоит знать!
Покупка фанеры: сорта и толщина фанеры
Как правило, фанера производится в таких размерах – 2440х1220 мм и квадратная – 1525х1525 мм, для более малых проектов. Листы фанеры также бывают разной толщины, но, как и размерные пиломатериалы, обозначенное значение толщины фанеры не всегда может быть фактическим значением. В проекте, где каждый шаг имеет значение, убедитесь, что вы используете материал правильной толщины.
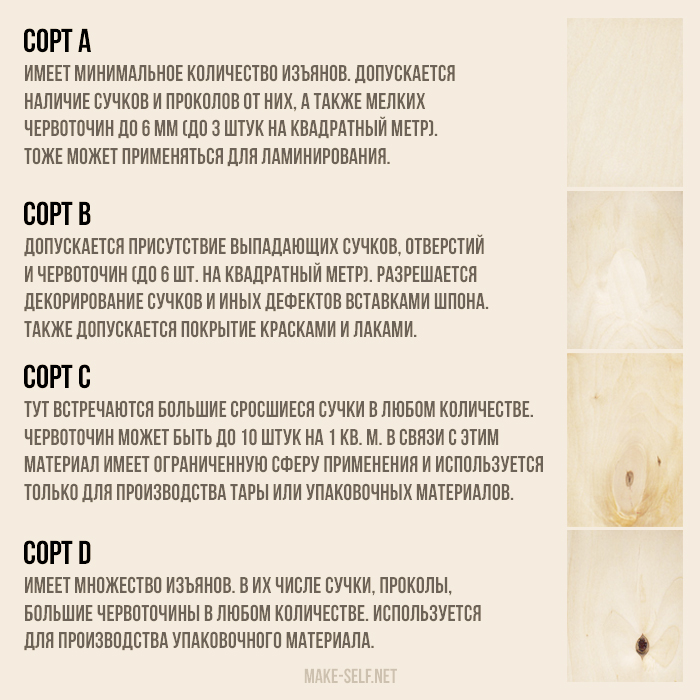
Также, как и другие пиломатериалы, фанера поставляется различных сортов. Приведенная ниже инфографика поможет разобраться в сортах: чем ближе к началу алфавита, тем выше качество фанеры и тем дороже она будет стоить. Некоторые проекты могут обойтись фанерой B/C, но есть проекты, которые стоят того, чтобы потратиться на более гладкую, более качественную фанеру.
Резка фанеры: советы для получения чистой кромки
Теперь, не стоит аннулировать все проекты, потому что у вас нет настольной пилы — вам она не понадобится! Хотя с ней работать удобнее, но если вам надо сделать много длинных пропилов, то можете создавать великолепные проекты из фанеры без настольной пилы. Большинство строительных магазинов разрежут для вас лист фанеры — некоторые без дополнительной оплаты, некоторые за номинальную плату.
Вы также можете сделать все резы, которые вам нужны при помощи портативной циркулярной пилы. С более мелкими резами или небольшими проектами хорошо справится и небольшая портативная циркулярная пила, но большая пила является более универсальной для других проектов, так как она может справится с фанерой большой толщины.
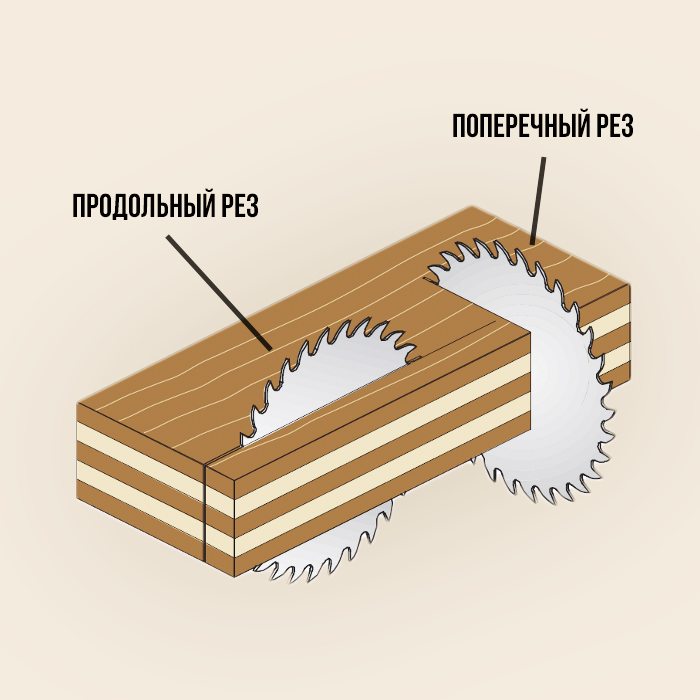
Теперь немного терминологии:
- Продольный рез – когда пила движется вдоль зерна древесины. Пропил, как правило, с меньшим количеством сколов.
- Поперечный рез – это разрез, идущий по зерну древесины, и именно здесь вы, скорее всего, получите сколы и другие проблемы со шпоном фанеры.
Чтобы защитить шпон и убедиться, что у вас будет хорошая, чистая кромка, наклейте малярную ленту вдоль реза.
Когда вы используете ручную дисковую пилу, лезвие режет вверх, поэтому фанера должна лежать лицом вниз. Настольная пила режет вниз, следовательно лицевая сторона фанеры должна находится сверху.
Самая сложная часть использования циркулярной пилы – это то, как закрепить древесину и пилу, чтобы получить ровный пропил. Проще и безопаснее резать на полу с помощью деревянных брусьев или листа пенополиуретановой изоляции. Просто установите лезвие пилы так, чтобы ее край выходил на 3 мм ниже толщины фанеры и положите его поверх изоляционного листа или деревянных брусьев. Убедитесь, что он стабилен, а затем, когда вы режете, пила будет едва врезаться в изоляцию или брусья.

Для ровного длинна пропила вам понадобится направляющая, закрепленная при помощи струбцин.

Или рассмотрите возможность создания стойки, как показано на фото.

Для кривых резов или окружностей, вы можете использовать электрический лобзик.
Работа с фанерой: сверление, склеивание и сборка
При сверлении фанеры, скорее всего, будут появляться сколы на задней стороне, поэтому всегда сверлите с лицевой стороны. Если вы хотите, чтобы обе стороны были чистыми и без сколов, либо поместите кусок малярной ленты на заднюю сторону, либо разместите другой кусок древесины, прижав к задней части фанеры, чтобы твердая поверхность другой древесины могла помочь удерживать слои фанеры вместе и предотвратить сколы.
Для того, чтобы помочь удерживать части вместе, пока вы склеиваете, сверлите или забиваете гвозди, вам стоит потратить время на создание подобной установки.

Зашкуривание и отделка фанеры
Из-за структуры фанеры, вы должны быть очень осторожны при шлифовке. Очень легко отшлифовать верхний слой шпона и вызвать то, что называется “ожог”, где проявляется второй более темный слой. С другой стороны, вы можете достичь некоторых интересных эффектов, творчески “сжигая” фанеру и шлифуя через несколько слоев. Фанера слоится с чередующимися слоями и обычно чередующимися тонами, поэтому агрессивное шлифование может дать вам более творческую отделку, как показано на фото ниже.

Однако, если вы хотите ровную отделку, без изменения цвета, сделайте несколько меток карандашом, которые будут служить вам как маяки.
Если у вас будут открытые торцевые кромки, сделайте их слегка округлыми. Фанера шелушится на режущей кромке, а шлифовка помогает обеспечить чистый и аккуратный край.
Перемещение больших листов
Вы можете легко перемещать большие листы фанеры при помощи этого незамысловатого устройства, которое вы можете сделать самостоятельно. Оно рассчитано на людей среднего роста.

Кривые листы фанеры
Признайтесь: вы пробовали выравнивать листы фанеры. Мы тоже. Пробовали грузы, зажимы, смачивая вогнутую сторону, высушивая на солнце выпуклую и склеивая противоположные согнутые листы вместе. На самом деле, очень мало шансов на выравнивание, если листы хранились ненадлежащем образом. Единственный выход – сохранить самые ровные листы для больших деталей и использовать худшие листы в меньших проектах, минимизируя любую кривизну.

Мы надеемся, что наши советы принесут пользу при создании следующих проектов. Какие советы вы бы добавили?
Подписывайтесь на нас в Pinterest , где вы найдете еще больше идей для вдохновения.
Как распилить фанеру без сколов в домашних условиях
Фанера выпускается в виде листов с довольно большими размерами. При отделке стен, укладке полов, материал нужно подрезать. Древесные плиты легко режутся и пилятся, однако здесь есть немало тонкостей.
- Для чего нужно пилить фанеру
- Выбор инструментов
- Ручной инструмент
- Электроинструмент
- Что выбрать в зависимости от цели
- Как самостоятельно распилить фанеру
- Как сделать идеальный срез
- Как отрезать фанеру без сколов
Для чего нужно пилить фанеру

Листы фанеры стандартных размеров используются редко, обычно их нужно пилить
Фанера используется во многих строительных и ремонтных работах. Кроме того, это самый безопасный и простой в обращении вариант для изготовления домашней мебели, особенно детской. Листы приходится пилить, резать, гнуть и раскраивать.
Сложность такой работы состоит в устройстве материала. В обычном дереве древесные волокна ориентированы в одном направлении, что облегчает работу, позволяя выбрать подходящий инструмент для каждого направления. В стружечном материале ориентации у волокна нет вовсе, пользователю приходится иметь дело с относительно однородным составом.
Фанера – многослойная древесно-слоистая плита, в которой древесные волокна в каждом слое ориентированы перпендикулярно друг другу. При распиловке инструмент одновременно работает с несколькими плоскостями. Это весьма затрудняет работу, особенно вручную. Приходится прикладывать больше усилий. Срез нередко получается неровный, со сколами. Особенно сильно это свойство проявляется при сложной резке, когда необходимо выполнить закругление.

Выбор инструментов
Чтобы распилить фанеру без сколов и трещин в домашних условиях, применяют ручной и электрический инструмент. В первом случае требуется прилагать физические усилия, поэтому такие работы довольно утомительны. Однако электрическим вариантом пользоваться можно далеко не всегда. Электроинструмент заставляет материал нагреваться и нагревается сам, что при большой толщине нежелательно. Для резки фанеры годится далеко не всякая модель. Хороший лобзик или пилка стоят недешево.
Ручной инструмент

Ножовка для фанеры
Какой бы инструмент не использовался для ручной резки, работа будет иметь следующие особенности.
- Трудоемкость – из-за разнонаправленности волокон распил затруднен. Чтобы разрезать лист фанеры, потребуется больше усилий, чем для распила плиты ОСБ такой же толщины. Особенно это заметно при работе с листом из твердых пород дерева.
- Важно правильно закрепить плиту. Полотно укладывают на 2 упора, чтобы избежать зажима во время резки.
- Ручным инструментом можно выпилить из материала заготовку любой формы. Это главное преимущество такого способа.
Выбор ручного инструмента очень невелик. Для резки фанеры требуется нож с мелкими хорошо заточенными зубцами из твердого металла и с минимальной разводкой. Зубцы не должны иметь четкой направленности, иначе ножовка не одолеет разнонаправленные волокна.

Ножовка по дереву
Выбор сводится к 2 вариантам.
- Специальная пилка для фанеры – оснащается частыми и мелкими зубчиками. Они обеспечивают наиболее ровный срез, однако не ускоряют работу.
- Стандартная ножовка по дереву с мелким зубом. Рекомендуется брать модель, рассчитанную на работу с пластиком и ламинатом. Ножовкой можно распиливать крупные листы на фрагменты любого размера.
Для выпиливания деталей сложной формы больше всего подходит ручной лобзик. Маленькие зубчики позволяют работать с многослойным материалом, а тонкость лезвия и конструкция инструмента – вырезать детали на любом участке, в том числе и центральном.
При работе нужно следить за остротой зубчиков. Спустя некоторое время рекомендуется выполнять шлифовку мелким абразивом.
Электроинструмент
Электрический инструмент позволяет резать плиты намного быстрее. Но при выборе и здесь нужно учитывать особенности фанеры.
- Предпочтительнее модели, специально разработанные для резки фанеры, в любом случае они обеспечивают лучший результат.
- Зубцы могут иметь разное направление – это допускается. В зависимости от размещения режущего полотна одна сторона плиты получается идеально ровной, но на второй могут появиться сколы.
- Допускается использовать ножовку по металлу. Но в этом случае работа занимает много времени, так как слишком мелкие зубчики быстро забиваются стружкой и инструмент приходится часто очищать.
С помощью электроинструмента можно выполнять и фигурный рез. Однако при раскрое толстых листов с этим возникают сложности.
Список доступных электроинструментов:
- Электролобзик – для распила фанеры нужна модель с переключателем мощности, чтобы можно было работать с материалом разной плотности. Предпочтительнее лобзик с регулировкой упорной площадки. В этом случае точный рез выполнить проще. Если такой функции у прибора нет, выбирают модели с абсолютно ровной площадкой.
- Электрическая пила для фанеры – сабельная или дисковая. Первая заменяет собой лобзик в случаях, когда нужно работа с небольшим объемом материала. Дисковая используется для резки крупных партий. Для дисковой пилы нужны насадки небольшого размера с зубцами из твердосплавного метала. Ее большой плюс – возможность регулировать глубину погружения. Это позволяет минимизировать количество сколов. Минус: дисковой пилой можно выполнять только прямой рез.
- Циркулярная пила – вращающийся диск закреплен на столе. В этом случае двигают не инструмент, а лист подают на режущий диск, что удобнее. Для фанеры нужны специальные диски с мелким зубцом – не менее 160 шт. на 5 см. При работе необходимо использовать упор.
- Болгарка – применяется для раскроя, так как позволяет выполнять ровный рез в любом направлении. Однако постоянно удерживать в руках болгарку не слишком удобно. Поэтому применяется она при небольшом объеме работ. Для распила фанеры на нее ставят диск с циркулярки.
Обзор видов резьбонарезных станков для нарезки резьбы
Резьбонарезные станки предназначены для быстрой и качественной нарезки резьбы для будущих соединений отдельных деталей и конструкций.

Резьбонарезной станок NP80A
Резьба нарезается на прутках, заготовках различной формы и диаметра, а также, для соединения металлических труб.
1 Принцип работы
Резьбонарезные станки позволяют выполнять работу с изменением скорости вращения и степени подачи шпинделя в зависимости от характера выполняемой операции.
В шпинделе закрепляется режущий инструмент для нарезания внутренней (метчик) или внешней (плашка) резьбы. Параметры движения инструмента задаются в соответствии с требуемым шагом резьбы и ее конфигурации.
Резьбонарезное устройство может иметь как вертикальное, так и горизонтальное расположение режущего инструмента, при помощи которого создается резьба следующих типов:
- дюймовая или метрическая (для труб);
- трапецеидальная;
- цилиндрическая;
- коническая.
При использовании дополнительных инструментов можно изменять параметры обработки по форме, наклону, шагу резьбы. Для этого используется особая сменная головка. К примеру, для быстрого и качественного нарезания резьбы на трубе используется головка конической формы.

Резцы токарные 3-х кулачковые для нарезки резьбы
1.1 Характеристики
К основным характеристикам, влияющим на производительность, относятся:
- мощность — от 750 Вт до 2,2 кВт;
- скорость вращения шпинделя — показатель, зависящий от мощности электродвигателя и влияющий на скорость нарезания резьбы. В зависимости от модели может составлять от 28 до 520 оборотов в минуту;
- диапазон нарезания — учитывает диаметр обрабатываемых деталей и может составлять от 3 до 51 мм. При работе с мелкими деталями используются станки с малым диапазоном — от 3 до 16 мм и от 8 до 24 мм. В промышленном производстве используются станки с максимальным диапазоном;
- масса — показатель, который влияет на мобильность. Оборудование весом до 50-ти кг может быть легко перемещено, в то время как более тяжелое оборудование имеет свою стационарную позицию.
2 Виды резьбонарезных станков
Существует множество моделей, условно разделенных на три вида:
- ручной;
- электрический;
- автоматический.
Ручные резьбонарезные станки — используются при выполнении небольшого объема работ. За счет небольшого веса и скромных габаритов их можно перевозить и устанавливать непосредственно на месте производимых работ, к примеру, при ремонте или прокладке водопроводных, отопительных, газовых труб.

Процесс нарезки внутренней резьбы на станке
Электрические модели имеют более совершенную конструкцию, большие габариты и, соответственно, вес. Такое оборудование используется на малых и средних производствах для аккуратного и точного нарезания резьбы. Небольшие устройства имеют вес около 60 кг и могут поддаваться транспортировке с объекта на объект. Более мощные модели, весом от 150 до 200 кг уже имеют стационарное место расположения и перемещению не подвергаются.
Автоматические станки используются на больших производствах. Процесс их работы происходит без непосредственного вмешательства оператора, в задачу которого входит только лишь контроль выполнения заданной программы.
к меню ↑
2.1 Станок ВМС-2А
Резьбонарезное устройство ВМС-2А используется для нарезания цилиндрической и метрической резьбы (внутренней и наружной) на трубах, прокате круглого сечения из черного, цветного, нержавеющего металла.
Диаметр труб, с которыми можно работать на ВМС-2А, колеблется от 0,5 до 2,5 дюймов. Нарезаемая резьба на ВМС-2А имеет шаг 3 мм, а длина нарезания 120 мм (без зенкера) и 65 мм (с зенкером).
Частота вращения шпинделя ВМС-2А варьируется и может быть установлена по таким параметрам — 64, 104, 132, 214 оборотов в минуту. Шпиндель имеет отверстие диаметром 45 мм, а резьбонарезная головка — 79 мм.
Мощность электродвигателя 3 кВт, частота оборотов в минуту — 1500. Габаритные размеры 1500×750х1160 мм, вес — 570 кг.
к меню ↑
2.2 Резьбонарезной полуавтомат 5Д07
Полуавтомат 5Д07 используется для нарезания наружной (цилиндрической) резьбы на болтах, стержнях, изделиях из труб и др. При этом используется вращающаяся резьбонарезная головка, которая оснащена плоскими гребенками.

Резьбонарезной станок 5Д07
На 5Д07 можно обработать деталь длиной до 150 мм и диаметром до 40 мм. Нарезаемая резьба имеет параметры — М40. Частота вращения шпинделя полуавтомата 5Д07 варьируется от 63 до 355 оборотов в минуту.
Мощность электродвигателя — 2,38 кВт, габаритные размеры — 1500×725х1140, общая масса — 1150 кг.
к меню ↑
2.3 Полуавтомат 5993
Резьбонарезной полуавтомат 5993 используется для нарезания наружной и внутренней цилиндрической резьбы и практически не требует ручной работы. Максимальная длина обрабатываемой на станке 5993 детали составляет 400 мм, максимальный диаметр — 42 мм. Размер нарезаемой резьбы — М42.
Частота вращения шпинделя у станка 5993 может изменяться от 42 до 250 оборотов в минуту. Мощность электродвигателя — 3 кВт. Габаритные размеры по длине, ширине, высоте — 1890×1095х1125 мм, масса — 1350 кг.
к меню ↑
2.4 Станок VIRAX (162120)
VIRAX (162120) идеально подходит для применения на заготовительном участке или небольшой мастерской. Является портативным устройством и может использоваться как настольный, так и расположенный на треноге инструмент.
При помощи VIRAX (162120) можно высокопроизводительно нарезать правые цилиндрические и конические резьбы от ¼” до 2″.
VIRAX (162120) оснащен универсальным однофазным электрическим двигателем мощностью 1,5 кВт, который питается от сети 220 В, 50 Гц. Резьбонарезная головка VIRAX (162120) оснащена автоматической подачей масла из поддона через фильтрационную систему.

Настольный станок для нарезки резьбы Virax до 2-х дюймов
Фиксация труб происходит при помощи механизма ударного типа имеющего три губки, что позволяет надежно закрепить обрабатываемую деталь и качественно выполнить нарезку с минимумом ручной работы.
Резьбонарезная головка установленная на VIRAX (162120) является автоматически самораскрывающейся. Это позволяет использовать автоматический режим проведения работ. В полную комплектацию VIRAX (162120) включен роликовый обрезчик труб и гратосниматель.
к меню ↑
2.5 Станок KERN
Высокопроизводительный автоматический электрический резьбонарезной станок KERN предназначен для быстрой, точной и качественной нарезки конической и цилиндрической резьбы диаметром ½” — 2″ за один проход.
Используется резьбонарезной станок KERN в проведении монтажных и ремонтных работ труб по поставке воды и тепла. Быстрооткрывающаяся автоматическая резьбонарезная головка позволяет качественно провести нарезку на болтах и трубах диаметром до 2″.
Мощность электродвигателя — 1,5 кВт, потребляемое напряжение — 220 В (50/60 Гц). Частота вращения составляет 38 оборотов в минуту. Масса — 60 кг.
к меню ↑
2.6 Резьбонарезной станок RIDGID
Резьбонарезной станок RIDGID позволяет нарезать резьбу на трубах диаметром от 4″ до 6″. Во время нарезания резьбы возможно переключение направления вращения влево или вправо.

Резьбонарезной станок RIDGID 535А
Автоматический режим работы обеспечивает самостоятельно открывающаяся резьбонарезная головка с зубчатой передачей, которая оснащена гребенками, позволяющими нарезать резьбу на трубах диаметром до 4-х дюймов. Эта же головка позволяет снимать фаску и накатывать желобки для труб указанного диаметра.
к меню ↑
2.7 Сверлильно резьбонарезной станок
Сверлильно резьбонарезной станок, по сути, является обычным устройством для сверления, на которое установлена резьбонарезная головка. Это позволяет избежать ручной нарезки резьбы, так как есть подходящее электрическое устройство.
Для нарезания резьбы рабочий стол сверлильного станка дополнительно оснащается для прочной фиксации детали.
Так как практически все сверлильные станки имеют вертикальную компоновку рабочих узлов, то нарезание резьбы на деталях имеющих большую длину не представляется возможным. Поэтому внутреннюю и наружную резьбу на нем можно выполнять только на заготовках имеющих небольшие размеры.
к меню ↑
2.8 Как работает промышленный резьбонарезной станок ZPM 50? (видео)
Станки резьбообрабатывающие
Используемое оборудование для нарезания резьбы
Еще несколько десятилетий назад использовали специальные машины для вытачивания валов и других изделий, а также нарезания на некоторых резьбы. В машиностроении полуавтоматический резьбонарезной станок позволял получить качественную резьбу с различными параметрами, но в большинстве случаев использовали из-за универсальности токарно-винторезные, сверлильные резьбонарезные станки. Качество получаемой резьбы постепенно увеличивалось, так как со временем на смену опыта и умений оператор пришла дополнительная оснастка, которая позволяла существенно упростить проводимую работу. Условно оборудование можно разделить по следующим признакам:
- расположению инструмента;
- какой из элементов, инструмент или заготовка, во время обработки находится в неподвижном состоянии;
- по степени автоматизации;
- по виду используемого инструмента.
Ранее для образования резьбы на цилиндрической поверхности использовали резцы, плашки и метчики. Для их использования приспосабливали обычное оборудование, которое могло работать с рассматриваемым инструментом. Через некоторое время появились резьбонарезной станок Ridgid или резьбонарезной станок Rems, которые специально производятся для выполнения подобной работы.
Основные параметры
Оборудование рассматриваемой группы характеризуется по иным параметрам, нежели оборудование токарной или фрезерной группы. Это связано с тем, что резьбонарезной станок Ridgid или резьбонарезной станок Rems применяется не для изменения формы или качества поверхности, а образования канавок с заданными параметрами, которые и определяют тип резьбы. К основным параметрам, которыми обладает резьбонарезной станок для труб или других заготовок, можно отнести следующее:
- диапазон диаметра заготовки для болтовой резьбы, а также ее шаг;
- диапазон диаметра трубы, на которой можно нанести резьбу, и ее шаг;
- класс точности согласно установленным нормам в гост или ISO;
- протяженность резьбы, которая может зависеть от диаметра заготовки;
- размер наибольшей фаски;
- угол наклона фаски;
- тип резьбы, которые можно получить.
Современное оборудование, к примеру, резьбонарезной станок Ridgid или резьбонарезной станок ВМС обладают высокой производительностью и возможностью точной настройки под заданные параметры. Вышеприведенные технические характеристики указываются в документации. Однако при выборе следует уделить внимание и другим параметрам, которые определяют особенности проводимых работ.

Резьбонарезной станок RIDGID 535
Кратко про резьбонарезной станок
Резьбовое соединение является наиболее широко используемым типом крепежных соединений благодаря своей технологичности, взаимозаменяемости и универсальности. Сборка оборудования, машин и агрегатов, монтаж трубопроводов, установка металлоконструкций — резьбовые соединения применяются практически во всех сферах человеческой деятельности, от машиностроения до искусства. Столь широкая сфера применения обуславливает и популярность инструментов и оборудования для нарезания резьб, в т. ч. и резьбонарезных станков.
Ручным метчиком или даже электрическим клуппом можно нарезать несколько резьб при монтаже трубопровода. Но когда речь идет о сотне и более изделий, когда необходимо обеспечить серийное или массовое производство речь идет о более серьёзном оборудовании — резьбонарезном станке.
От любого другого металлообрабатывающего оборудования, имеющего дополнительную резьбонарезную функцию, например, токарно-винторезного или сверлильного станка, резьбонарезной станок отличается более высокими показателями производительности. Это специализированное оборудование, в котором функция нарезания резьб является либо единственной, либо основной. Это соответственно влияет на скорость настройки и производительность оборудования.
Резьбонарезные станки подразделяются на модели:
- с вертикальной подачей;
- с горизонтальной подачей — в основном это станки для нарезки резьб на трубах.
На современном резьбонарезном станке можно нарезать любой из типов резьб — цилиндрическую, коническую, трубную и т. д. При этом работать станок может с любым материалом — сталью, чугуном, алюминием, бронзой, медью и т. д.
В зависимости от потребностей производства подбирается модель станка. Для небольшой мастерской подойдет маленький настольный резьбонарезной станок, рассчитанный на штучное и малосерийное производство. Его возможности ограничены мощностью, скоростью вращения и диапазонами нарезаемых резьб. Но благодаря легкости и компактности такие станки весьма востребованы в быту, на стройках и в небольших ремонтных мастерских.
Промышленные резьбонарезные станки используются для серийного и массового производства, отличаясь высокой производительностью и значительными габаритами. На промышленных станках можно обрабатывать крупногабаритные детали. Выбор модели резьбонарезного станка зависит от потребностей производства, ассортимента выпускаемой продукции. Следует учесть, что оснащение и функционал различных моделей резьбонарезных станков могут различаться достаточно значительно. Поэтому перед покупкой необходимо учесть все действующие факторы и проконсультироваться со специалистами.
Публикация предоставлена сайтом https://trubing.ru.
Как выбрать наиболее подходящую модель?
Резьбонарезной станок Ridgid или резьбонарезной станок ВМС 2а востребованы в мелком и крупносерийном производстве. При выборе определенной модели следует обратить внимание на:
- Тип конструкции: вес, компактность, расположение основных элементов, степень защиты подвижных элементов и зоны резания. На рынке продажи подобного оборудования есть большой выбор. К примеру, можно приобрести вертикальный вариант исполнения РЕМС или с горизонтальной компоновкой. Все зависит от поставленных задач.
- Тип установленного привода. На протяжении многих лет устанавливается механический привод, так как он прост в использовании и компактен. Однако стоит учитывать, что есть довольно много типов механического привода, некоторые надежны и точны, другие выходят из строя довольно быстро.
- При рассмотрении электродвигателя следует обратить внимание на то, от какой сети он питается и есть ли защита от перегрева. Большая мощность в данном случае не будет говорить о хорошей производительности.
- Тип установленного зажимного устройства. Во время обработки есть вероятность возникновения довольно большой нагрузки. Для обеспечения высокой точности нарезания резьбы и безопасности работы конструкции зажимное устройство должно быть надежным.
- Наличие подачи охлаждающе-смазывающей жидкости. При обработке твердосплавного материала есть вероятность существенного нагрева режущего инструмента и самой заготовки. При возникновении подобной ситуации быстро изнашивается инструмент, а также изменяются качества материала.
Резьбонарезной станок REMS Торнадо
При выборе также уделяют внимание тому, какая фирма указана производителем. К примеру, Rothenberger является достаточно известным производителем, что определяет высокое качество получаемых изделий. Однако стоимость оборудования Rothenberger будет существенно выше, чем продукция отечественных производителей.
В заключение отметим, что рассматриваемое оборудование может устанавливаться дома, так как имеет небольшие габаритные размеры, может питаться от сети 220 В и не требует жесткого крепления к основанию. Единственным недостатком при покупке оборудования для его бытового применения является его высокая стоимость.
Резьбонарезной станок модели 2056
Резьбонарезной станок модели 2056 (рис. 72) предназначен для нарезания резьбы метчиками в различных деталях при мелкосерийном, серийном и крупносерийном производстве. Станок работает по полуавтоматическому и автоматическому циклу.
Рис. 72. Общий вид резьбонарезного станка мод 2056: 1 — плита; 2 — стол; 3 —колонна; 4 — резьбонарезная головка; 5 — рукоятка установки подачи; 6 — рукоятка установки частоты вращения шпинделя; 7 — пульт управления; 8 — переключатель цикла работы станка; 9, 10 — микропереключатели; 11, 13 — кулачки; 12 — лимб; 14 — охлаждение: 16 — электрооборудование
Техническая характеристика станка Наибольший диаметр нарезаемой резьбы, мм…………М18 Вылет шпинделя, мм……………………200 Наибольший ход, мм: шпинделя……………………….150 резьбонарезной головки ………………..300 стола…………………………350 Расстояние от торца шпинделя до поверхности стола, мм: наибольшее……………………….650 наименьшее ………. 0 Число скоростей шпинделя………………….6 Частота вращения шпинделя, об/мин……..112—1120 Мощность двигателя, кВт: главного движения……………………1,3 насоса………………0,12 Максимальное количество реверсов шпинделя, рев/мин , 40 Подача……………Автоматическая Габаритные размеры станка, мм……………… 870X650X2225
На фундаментной плите 1 станка установлена колонна 3, по вертикальным направляющим которой перемещают вручную стол 2 и резьбонарезную головку 4, с вмонтированными в нее коробками скоростей и подач, шпинделем и механизмом подач. Кинематическая схема станка модели 2056 изображена на рис. 73.
Рис. 73. Кинематическая схема резьбонарезного станка модели 2056
Движения в станке: главное вращательное движение шпинделя, движение подачи, вспомогательные движения (возврат шпинделя с инструментом в исходное положение после окончания рабочего хода; установочные ручные перемещения узлов станка при его наладке и настройке).
Цепь главного движения. Вращательное движение шпиндель IV станка получает от электродвигателя М (N = 1,3 кВт, n = 1300 об/мин) через коробку скоростей 4. Переключая в коробке скоростей блочные зубчатые колеса z = 22—29—37 на валу I и г = 34 — 60 на шлицевой втулке III шпинделя, сообщают шпинделю, шесть различных частот вращения в диапазоне 112—1120 об/мин.
Наименьшая частота вращения шпинделя Цепь подач. Осевое перемещение шпинделя, согласованное с его вращением, обеспечивается в станке коробкой подач 5 и механизмом подач. Шпиндель станка смонтирован на шарикоподшипниках в гильзе 2, на наружной поверхности которой нарезана рейка, находящаяся в зацеплении с реечным зубчатым колесом z = 14. Движение к реечной паре передается от зубчатого колеса z = 34, установленного на шлицевой втулке шпинделя в коробке скоростей, и далее по следующей кинематической цепи: зубчатое колесо z = 30, трехваловая коробка подач с двумя блоками зубчатых колес z = 20—20 и z = 18—27, зубчатая пара , червячная пара , предохранительная шариковая муфта 7, зубчатая передача , сменные зубчатые колеса гитары подач, реечное зубчатое колесо z = 14, гильза со шпинделем. Четырехскоростная коробка подач и набор сменных зубчатых колес гитары подач позволяют настроить станок на нарезание восьми различных шагов резьб в диапазоне 1—3,5 мм.
Уравнение для вычисления, например, наименьшего шага нарезаемой резьбы имеет вид при Вывинчивание метчика из нарезаемого отверстия обеспечивается реверсированием электродвигателя.
Отсчет величины вертикального перемещения шпинделя производят по лимбу 6, движение которому передается с вала реечного зубчатого колеса с помощью зубчатой передачи внутреннего зацепления. В пазах лимба устанавливают кулачки, которые ограничивают величину вертикального перемещения шпинделя и управляют циклом работы станка.
На рис. 74 в конструкции резьбонарезной головки видна шариковая предохранительная муфта, предотвращающая поломку инструмента в случае его осевой перегрузки (нумерация деталей резьбонарезной головки аналогична рис. 73).
Рис. 74. Резьбонарезная головка
При нарезании на станке левых резьб необходимо в гитаре подач дополнительно установить еще одну пару сменных зубчатых колес, которые изменят направление осевого перемещения шпинделя при неизменном направлении его вращения. На станке возможно нарезание метрических резьб с более мелким шагом (0,5—0,8 мм), чем указано в технической характеристике, а также дюймовых и трубных, но для этого необходимо иметь дополнительный комплект сменных зубчатых колес гитары подач.
Вспомогательные установочные вертикальные перемещения стола и резьбонарезной головки производят вручную, соответственно рукояткой 1 через зубчатую коническую и винтовую передачи и рукояткой 3 через червячную и реечную передачи (см. рис. 73).
Настройка и наладка станка. По справочникам определяют скорость резания для конкретных условий нарезания резьбы и устанавливают рукояткой 6 (см. рис. 72) требуемую частоту вращения шпинделя станка. Исходя из шага нарезаемой резьбы, устанавливают в определенное положение рукоятку 5 переключения подач, подбирают и устанавливают сменные зубчатые колеса гитары подач. Закрепляют метчик в резьбонарезном патроне, установленном в шпинделе станка. С помощью гаек (см. рис. 74), сжимающих пружину 8, регулируют предохранительную шариковую муфту 7 на передачу определенной осевой силы, предотвращающей возможность поломки инструмента от перегрузки. Контроль за регулировкой муфты ведут по динамометру. Допустимый крутящий момент на метчике обеспечивается регулировкой резьбонарезного патрона.
Заготовку закрепляют на столе станка (см. рис. 72) и перемещением стола или резьбонарезной головки устанавливают метчик на расстоянии 5—15 мм над ее торцом. Переставными кулачками 11 и 13 на лимбе 12 ограничивают вертикальный ход шпинделя.
Станок можно настраивать на работу в автоматическом и одиночном режимах. Для работы станка в автоматическом режиме переключатель 8 цикла устанавливают в положение «А» (на рис. не показано) и нажимают на пульте управления кнопку включателя вращения шпинделя «Вправо». Включается правое вращение шпинделя и рабочая подача метчика вниз. По окончании рабочего хода кулачок 11 нажимает на микропереключатель 9, в результате электродвигатель реверсируется, шпиндель получает левое вращение и движется вверх. В крайнем верхнем положении шпинделя кулачок 13 лимба нажимает на микропереключатель 10, происходит реверс электродвигателя и цикл повторяется. Прервать его можно только нажатием кнопки «Стоп».
Работа станка в одиночном режиме отличается от автоматического только тем, что переключатель 8 ставят в положение «О» (на рисунке не показано), а электродвигатель после возврата шпинделя в крайнее верхнее положение и нажатия кулачка на микропереключатель отключается и тормозится.



