Зажимы для сварки в Москве

форма нагревателя: мечевидная, тип сварочной насадки: парная, мощность: 1600 Вт, максимальная температура нагрева: 300 °C, тип аппарата: ручной, тефлоновое покрытие, комплект насадок: 4 штуки; диаметр свариваемых труб (мм): 20, 25, 32, 40; диаметр насадок в комплекте (м.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Аппарат для раструбной сварки Wert WPT 1600
P38M11A Ручные сварочные тиски “струбцина” 11″
Самовывоз, Почта РФ, Курьером, Логистическая компания
Ручные сварочные тиски-зажим сварщика 280 мм.
Набор зажимов для сварочных работ 4шт JTC 2555
Самовывоз, Почта РФ, Курьером, Логистическая компания
Набор зажимов для сварочных работ JTC 1-2555

инвертор, типы сварки: полуавтоматическая сварка (MIG/MAG) , макс. сварочный ток: 160 А (MIG/MAG), фазы питания: 1
Самовывоз, Почта РФ, Курьером, Логистическая компания
Сварочный аппарат РЕСАНТА САИПА-165
Тип R3. Позволяют зафиксировать усилие на предмете. Удобны при монтажных работах. Усиленный механизм фиксации. Материал: инструментальная сталь, хромированное покрытие. Упаковка: блистер
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажим ручной с фиксатором тип R3 250 мм FIT 5.
Профессиональный ручной регулируемый по высоте (200 мм) и по выпуску стрелы (150 мм) зажим. Простая и очень надежная конструкция обеспечивает долгую и приятную эксплуатацию. Быстро и крепко фиксирует свариваемые детали в нужных позициях
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажим-струбцина 220х150мм для сварочного стол.

Инвертор, типы сварки: полуавтоматическая сварка (MIG/MAG) , макс. сварочный ток: 200 А (MMA), 200 А (MIG/MAG), фазы питания: 1
Самовывоз, Почта РФ, Курьером, Логистическая компания
Сварочный аппарат РЕСАНТА САИПА-200
КомплектацияЗажимы – 4 шт.ОписаниеЗапатентовано.Использование зажимов для стыковки свариваемых деталей обеспечивает идеальный сварочный шов.Обеспечивает аккуратную стыковку краев свариваемых деталей практически без зазоров.Установка уровня предусматривает выравнивание п.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Набор зажимов для сварочных работ 4 предмета.

инвертор, типы сварки: ручная дуговая сварка (MMA), аргонодуговая сварка (TIG) , макс. сварочный ток: 230 А (MMA), 230 А (TIG), фазы питания: 1
Самовывоз, Почта РФ, Курьером, Логистическая компания
Сварочный аппарат РЕСАНТА САИ-230 АД
Станочный зажим BE-TWV16-20-15-2K фирмы Bessey применяется для закрепления и фиксирования разного рода изделий и заготовок на станочном столе с целью их обработки, скручивания между собой, шлифовки, просверливания, а также для других операций при столярных, монтажных, а.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажимный элемент с различной глубиной захвата.

Инверторный сварочный аппарат позволяет оператору использовать два сварочных режима: аргонно-дуговой и ручную сварку при помощи электродов. В системе сварочного аппарата широко применены современные IGBT технологии, что позволило сделать его компактным и лёгким. Наплечн.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Сварочный аппарат РЕСАНТА САИ-180 АД

Инверторный сварочный аппарат Huter R-250 предназначен для высококачественной сварки низкоуглеродистых сталей, низколегированных, нержавеющих сталей, чугуна и других металлов при проведении периодических работ в строительстве, монтажных и ремонтных работ различной степе.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Сварочный аппарат Huter R-250
Предназначен для временной фиксации свариваемых деталей; Длина – 250мм; Регулируемая величина захвата
Самовывоз, Почта РФ, Курьером, Логистическая компания
Присоединяется к отрицательной клемме сварочного аппарата.Количество в оптовой упаковке: 8 шт.Габаритные размеры: 160/80/25 мм. (Д/Ш/В)Вес: 452 гр
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажим заземляющий для сварочного аппарата JTC

форма нагревателя: круглая, тип сварочной насадки: парная, мощность: 2000 Вт, максимальная температура нагрева: 320 °C, тип аппарата: ручной, тефлоновое покрытие, комплект насадок: 3 штуки; диаметр свариваемых труб (мм): 16, 20, 25, 32, 40, 50, 63, 75, 90, 110; диаметр.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Аппарат для раструбной сварки CANDAN СМ-04

форма нагревателя: мечевидная, тип сварочной насадки: парная, мощность: 2300 Вт, максимальная температура нагрева: 300 °C, тип аппарата: ручной, комплект насадок: 6 штук; диаметр свариваемых труб (мм): 20, 25, 32, 40, 50, 63; диаметр насадок в комплекте (мм): 20, 25, 32.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Аппарат для раструбной сварки AQUAPROM M20/6
Зажим для сварочных работ 11″ 279 мм Hans 1811-11
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажим для сварочных работ HANS 1811-11
Тип: клемма заземления, Назначение: для сварочных аппаратов, Сила тока: 500, Страна происхождения: Китай, Гарантия: 12
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажим массы Калибр ЗМС-500
Имеет специализированную форму рабочих частей для удобного и безопасного использования при выполнении сварочных работ
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажим для сварочных работ 6-1/2″ 160 мм.
Зажим для сварочных работ 10-3/4″ 275 мм Hans 1813
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажим для сварочных работ HANS 1813

форма нагревателя: мечевидная, тип сварочной насадки: парная, мощность: 1500 Вт, максимальная температура нагрева: 300 °C, тип аппарата: ручной, комплект насадок: 6 штук; диаметр свариваемых труб (мм): 20, 25, 32, 40, 50, 63; диаметр насадок в комплекте (мм): 20, 25, 32.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Аппарат для раструбной сварки AQUAPROM АСП.1.
Электрододержатели и клеммы заземления


Электрододержатели и клеммы заземления
В список основных инструментов для сварщика при выполнении ручной электродуговой сварки входят клемма заземления и электродержатель, от которых зависит производительность труда, формирование шва, безопасность и удобство в работе.
Настраиваем контакт
Во время сварки для удержания электрода и подвода к нему сварочного тока используют электрододержатель. Это приспособление выполнено в виде зажима, имеющего электроизолирующие облицовки и разъем для подключения кабеля.
Электрододержатели по способу действия делятся на:
- инструменты с местным механизмом удержания электрода – для них используется ручное управление;
- инструменты с дистанционным механизмом зажима электрода – для данного типа электрододержателей применяется как механизированное управление с пневматическим приводом, так и ручное управление.
Электрододержатели в зависимости от возможности крепления электрода могут быть:
- винтовые (имеется вентиль зажима);
- вилочные;
- пружинные рычажного типа;
- пластинчатые.
Электрододержатели других конструкций являются модификациями вышеперечисленных видов.
Технические характеристики электрододержателей зависят от:
- угла удержания электрода без подгиба;
- силы прижатия электрода;
- диаметра применяемых электродов;
- силы сварочного тока;
- времени замены электрода;
- длительности сварочного процесса.
Какие требования предъявляют к электрододержателям
Электрододержатель должен обладать простой конструкцией, быть легким, удобным в работе, обеспечивать хорошую электрическую проводимость, смену электрода в течение не больше 4 секунд, закрепление электрода не меньше чем в 2 позициях (под углом и в перпендикулярном положении).
Рукоятка электрододержателя должна быть выполнена из негорючего теплоизоляционного или диэлектрического материала, а токопроводящие места защищены и изолированы от случайного их касания.
Подключаем кабели
Для создания замкнутой электрической цепи при осуществлении сварочного процесса необходимо произвести соединение свариваемой детали с источником сварочного тока. Для этого используют клеммы заземления, представляющие собой зажимы, обеспечивающие плотность контакта и возможность их закреплять на элементах разной толщины.
Виды клемм заземления
Клеммы заземления представлены в различных модификациях, но основными их видами являются:
- Магнитная клемма. Клеммы заземления магнитные, вращающиеся, Изготавливается из электроконтактной рукоятки и магнитного контактора. Внутрь металлического корпуса клеммы помещен мощный магнит, за счет которого осуществляется присоединение и заземление инструмента к свариваемой детали.
- Струбцина – очень крепкая клемма заземления. Сварочный кабель крепится с помощью винта с шестигранной головкой.
- Клемма заземления-центратор – предназначена для центрирования и «прихватки» предварительно выровненных труб, а также для соединения сварочных компонентов.
- Клемма, выполненная в виде прищепки, например: КЗ-60 “Корд” или ESAB MP-450. Они крепятся непосредственно к самому элементу сварки.
На рынке сварочных инструментов существует много модификаций и видов электрододержателей и клемм заземления, и большинство неподготовленных людей испытывают трудности в процессе выбора данных инструментов. Специалисты нашего интернет – магазина помогут подобрать необходимое оборудование для сварки и предоставить полную информацию о параметрах и технических характеристиках инструментов.
Какие бывают зажимы для сварочных работ
Когда сварка требует частого переноса клеммы «масса», необходим мобильный контакт, замыкающий электроцепь. При подключении съемного зажима сварочного необходимо обеспечить надежный контакт, иначе дуга не будет гореть стабильно. Для формирования соединения используются зажимные устройства различного типа, у каждого имеются свои достоинства и недостатки. Держатели, клещи, угольники… Модификаций зажимов множество, подобные приспособления обычно входят в комплектацию. Как выбрать сварочное зажимное устройство, где удобнее каждое применять, стоит обсудить подробно.
Разновидности зажимных приспособлений
От надежности крепления контакта существенно зависит качество сварных швов. При выборе типа зажима для сварочных работ учитывают:
- разновидность подключаемого тока (постоянный или переменный);
- толщину и форму соединяемых заготовок;
- марки стали.
Провод фиксируется на зажиме болтовым соединением. Масса должна плотно удерживаться, когда сварщик работает в одиночку, если нет помощника, готового поддержать клемму в случае необходимости. Все приспособления для подключения массы классифицируют по трем основным группам: «крокодилы», магнитные держатели и зажимные устройства.
Зажим для сварки «крокодил»
Стандартный фиксатор, идущий в комплекте со сварочными инверторами, называется крокодильчиковым зажимом для сварки. Названо приспособление по сходству с пастью аллигатора, зубчики, сдавливаемые пружинкой, надежно зацепляются за поверхность металла, не смещаются при случайном шевелении провода. Основное достоинства крокодила сварочного – удобное перемещение на другое место простым нажатием руки. Когда рука разжимается, «крокодилья пасть» смыкается на металле любой формы. С помощью крокодильчиков варят двутавр, фасонный профиль, трубный прокат.
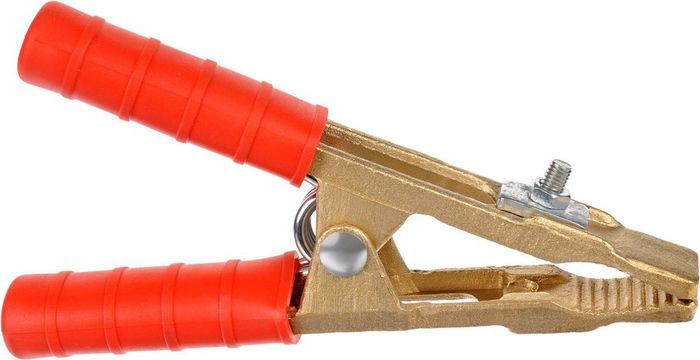
Недостаток зубчатых зажимов – сложность фиксации на трубах большого диаметра и угловых поверхностях, приходится дополнительно приваривать крепежный «рожок». «Узким местом» приспособлений считается пружинка. Скрученный металл не должен сжиматься слишком легко или с большой силой. При постоянной работе сварочного аппарата зажимную клемму часто приходится менять из-за несовершенства пружинки.
Магнитный зажим
Магнит надежно фиксирует электрический контакт в заданном положении. Магнитная клемма работает от постоянного и переменного тока. Производители выпускают универсальные магнитные зажимы, прилепляющиеся к поверхности, и угольниковые, применяемые для сварки металлических каркасных конструкций.

У сварных клемм-магнитов существенный плюс – не остается следов на заготовке. Фиксировать сварочную клемму с магнитом можно в недоступных для «крокодилов» местах. Магнитные приспособления незаменимы:
- при сварке кессонов;
- работе внутри емкостей;
- сварке труб большого диаметра.
Когда приходится варить тонкий металл или пруток, необходимо использовать другие виды сварочных клемм «массы».
Фиксирующие зажимы
Для монтажа сложных конструкций, когда приходится фиксировать положение деталей, созданы угловые зажимы для сварки. Конструктивно разделяют несколько видов фиксаторов:
- Стяжка предназначена для стягивания кромок сварных заготовок. Благодаря прижимному устройству, клемма не сдвигается во время контакта с электродом, образуется ровный сварочный шов. Стяжка одновременно служит для фиксации деталей в необходимом пространственном положении, через нее замыкается цепь, создается электрополе, генерирующее электродугу. Сжатие ручек обеспечивается вращением винта, перестановкой штифта или другими надежными способами, обеспечивающими устойчивое положение контакта при разогреве металла под действием дуги.
- Распорки применяются в ситуациях, когда необходимо выдержать фиксированное расстояние между свариваемыми деталями, например, между перемычками при формировании профиля в виде буквы «П». Чтобы фиксировать расстояние между верхней и нижней частями, устанавливают распорку. Через нее подают «массу» в рабочую зону. Дополнительная функция подобных сварочных приспособлений – исправление деформаций обрабатываемого проката.
- Струбцина – винтовое стягивающее приспособление, предназначенное для фиксации сварной детали в определенном положении: встык по прямой линии или под прямым углом. В инструментах сварщика обычно имеется сразу несколько струбцин с фиксированным и регулируемым зевом.
- Центраторы созданы для сварки круглых деталей. С помощью подобных приспособлений добиваются совмещения заготовок по кромкам или осям с внутренней или внешней стороны. Клеммы «массы» у центраторов делают фабричным способом или самостоятельно.
![]()
Фиксирующие сварочные клеммы-зажимы выполняют одновременно две функции:
- проводят электроток;
- блокируют перемещение заготовок.
Имея различные зажимы-фиксаторы, сварщики максимально облегчают работу с электродом, создают условия для сварки без подручного.
Что нужно учитывать при выборе
Главным условием считается надежное закрепление «массы» на металле. Съемные зажимы сварщика, плотно прилегающие к поверхности заготовок, обеспечивают безопасное прохождение больших токов, чтобы на аппарате возникала электродуга. Быстросъемный сварочный узел помогает снижать потери на подготовительный этап, повышают производительность труда.
При выборе приспособления для сварочных работ важно учитывать формат и пространственное положение заготовок. Силы сжатия должно хватать для плотного присоединения массы. Клемма не должна «съезжать» во время розжига электрода, при формировании шва.
Зажимы для сварки в Москве
форма нагревателя: мечевидная, тип сварочной насадки: парная, мощность: 1600 Вт, максимальная температура нагрева: 300 °C, тип аппарата: ручной, тефлоновое покрытие, комплект насадок: 4 штуки; диаметр свариваемых труб (мм): 20, 25, 32, 40; диаметр насадок в комплекте (м.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Аппарат для раструбной сварки Wert WPT 1600
P38M11A Ручные сварочные тиски “струбцина” 11″
Самовывоз, Почта РФ, Курьером, Логистическая компания
Ручные сварочные тиски-зажим сварщика 280 мм.
Набор зажимов для сварочных работ 4шт JTC 2555
Самовывоз, Почта РФ, Курьером, Логистическая компания
Набор зажимов для сварочных работ JTC 1-2555
инвертор, типы сварки: полуавтоматическая сварка (MIG/MAG) , макс. сварочный ток: 160 А (MIG/MAG), фазы питания: 1
Самовывоз, Почта РФ, Курьером, Логистическая компания
Сварочный аппарат РЕСАНТА САИПА-165
Тип R3. Позволяют зафиксировать усилие на предмете. Удобны при монтажных работах. Усиленный механизм фиксации. Материал: инструментальная сталь, хромированное покрытие. Упаковка: блистер
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажим ручной с фиксатором тип R3 250 мм FIT 5.
Профессиональный ручной регулируемый по высоте (200 мм) и по выпуску стрелы (150 мм) зажим. Простая и очень надежная конструкция обеспечивает долгую и приятную эксплуатацию. Быстро и крепко фиксирует свариваемые детали в нужных позициях
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажим-струбцина 220х150мм для сварочного стол.
Инвертор, типы сварки: полуавтоматическая сварка (MIG/MAG) , макс. сварочный ток: 200 А (MMA), 200 А (MIG/MAG), фазы питания: 1
Самовывоз, Почта РФ, Курьером, Логистическая компания
Сварочный аппарат РЕСАНТА САИПА-200
КомплектацияЗажимы – 4 шт.ОписаниеЗапатентовано.Использование зажимов для стыковки свариваемых деталей обеспечивает идеальный сварочный шов.Обеспечивает аккуратную стыковку краев свариваемых деталей практически без зазоров.Установка уровня предусматривает выравнивание п.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Набор зажимов для сварочных работ 4 предмета.
инвертор, типы сварки: ручная дуговая сварка (MMA), аргонодуговая сварка (TIG) , макс. сварочный ток: 230 А (MMA), 230 А (TIG), фазы питания: 1
Самовывоз, Почта РФ, Курьером, Логистическая компания
Сварочный аппарат РЕСАНТА САИ-230 АД
Станочный зажим BE-TWV16-20-15-2K фирмы Bessey применяется для закрепления и фиксирования разного рода изделий и заготовок на станочном столе с целью их обработки, скручивания между собой, шлифовки, просверливания, а также для других операций при столярных, монтажных, а.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажимный элемент с различной глубиной захвата.
Инверторный сварочный аппарат позволяет оператору использовать два сварочных режима: аргонно-дуговой и ручную сварку при помощи электродов. В системе сварочного аппарата широко применены современные IGBT технологии, что позволило сделать его компактным и лёгким. Наплечн.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Сварочный аппарат РЕСАНТА САИ-180 АД
Инверторный сварочный аппарат Huter R-250 предназначен для высококачественной сварки низкоуглеродистых сталей, низколегированных, нержавеющих сталей, чугуна и других металлов при проведении периодических работ в строительстве, монтажных и ремонтных работ различной степе.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Сварочный аппарат Huter R-250
Предназначен для временной фиксации свариваемых деталей; Длина – 250мм; Регулируемая величина захвата
Самовывоз, Почта РФ, Курьером, Логистическая компания
Присоединяется к отрицательной клемме сварочного аппарата.Количество в оптовой упаковке: 8 шт.Габаритные размеры: 160/80/25 мм. (Д/Ш/В)Вес: 452 гр
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажим заземляющий для сварочного аппарата JTC
форма нагревателя: круглая, тип сварочной насадки: парная, мощность: 2000 Вт, максимальная температура нагрева: 320 °C, тип аппарата: ручной, тефлоновое покрытие, комплект насадок: 3 штуки; диаметр свариваемых труб (мм): 16, 20, 25, 32, 40, 50, 63, 75, 90, 110; диаметр.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Аппарат для раструбной сварки CANDAN СМ-04
форма нагревателя: мечевидная, тип сварочной насадки: парная, мощность: 2300 Вт, максимальная температура нагрева: 300 °C, тип аппарата: ручной, комплект насадок: 6 штук; диаметр свариваемых труб (мм): 20, 25, 32, 40, 50, 63; диаметр насадок в комплекте (мм): 20, 25, 32.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Аппарат для раструбной сварки AQUAPROM M20/6
Зажим для сварочных работ 11″ 279 мм Hans 1811-11
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажим для сварочных работ HANS 1811-11
Тип: клемма заземления, Назначение: для сварочных аппаратов, Сила тока: 500, Страна происхождения: Китай, Гарантия: 12
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажим массы Калибр ЗМС-500
Имеет специализированную форму рабочих частей для удобного и безопасного использования при выполнении сварочных работ
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажим для сварочных работ 6-1/2″ 160 мм.
Зажим для сварочных работ 10-3/4″ 275 мм Hans 1813
Самовывоз, Почта РФ, Курьером, Логистическая компания
Зажим для сварочных работ HANS 1813
форма нагревателя: мечевидная, тип сварочной насадки: парная, мощность: 1500 Вт, максимальная температура нагрева: 300 °C, тип аппарата: ручной, комплект насадок: 6 штук; диаметр свариваемых труб (мм): 20, 25, 32, 40, 50, 63; диаметр насадок в комплекте (мм): 20, 25, 32.
Самовывоз, Почта РФ, Курьером, Логистическая компания
Аппарат для раструбной сварки AQUAPROM АСП.1.
Зажим массы
Раздел: Без рубрики
 В список основных приспособлений, необходимых для осуществления ручной электродуговой сварки, входят следующие предметы: электрододержатель; сварочный кабель к держателю; обратный кабель; клемма заземления (зажим массы).
В список основных приспособлений, необходимых для осуществления ручной электродуговой сварки, входят следующие предметы: электрододержатель; сварочный кабель к держателю; обратный кабель; клемма заземления (зажим массы).
Достаточно часто данные комплектующие не обладают высоким качеством и требуют немедленной замены. Бывают случаи, когда замена понадобится исполнителю после непродолжительной эксплуатации.
- Общие рекомендации по выбору
- Типы зажимов массы
- 1. Зажим массы сварочный “крокодил”
- Полезное видео
- 2. Магнитная масса для сварки
- 3. Струбцина
- 4. Центратор
- Полезное видео
- 1. Зажим массы сварочный “крокодил”
- Популярные модели
- Масса для сварки своими руками
Общие рекомендации по выбору

Выбор любого технического устройства или приспособления требует тщательного и внимательного подхода. Правильно подобранная клемма массы сможет обезопасить исполнителя от поражения током, станет гарантом получения качественного и надежного соединения. Чтобы подобрать оптимальный зажим массы сварочный, следует обратить внимание на следующие важные аспекты.
- Нужно выбирать известные и проверенные торговые марки, что поможет избежать приобретения контрафактной продукции. Человеку, не обладающему достаточным опытом, очень сложно отличить подделку от оригинального изделия. Поэтому нужно покупать товары только у специализированных продавцов и поставщиков.
- Зажим массы для сварочного аппарата следует подбирать с учетом максимального тока, который выдает агрегат.
- Также зажим должен уверенно выдерживать вес подключаемого кабеля.
- Если в качестве сжимающего механизма выступает пружина, то её свойств должно быть достаточно для надежного контакта с рабочим изделием.
- Одну из главных ролей играет угол раскрытия клеммы, величины которого должно быть достаточно для уверенного крепления к деталям различных размеров.
Типы зажимов массы
Зажимы массы для сварочных аппаратов, в зависимости от характера фиксации, могут быть нескольких типов. Далее мы рассмотрим основные виды зажимов, а также их преимущества и недостатки.
1. Зажим массы сварочный “крокодил”
 Наиболее часто исполнители применяют для заземления зажим типа “крокодил” (“прищепка”), который крепится непосредственно к детали.
Наиболее часто исполнители применяют для заземления зажим типа “крокодил” (“прищепка”), который крепится непосредственно к детали.
Достоинства:
- надежность соединения с поверхностью детали;
- удобство и быстрота использования;
- минимальное сопротивление соединения;
- возможность произвести фиксацию деталей различной геометрической формы, в том числе со сложной конфигурацией;
- большая степень раскрытия.
Также следует выделить основные недостатки:
- невысокий, по сравнению с другими типами, уровень прочности некоторых компонентов – пружина;
- данный тип зажима применяется только в тех случаях, когда существует возможность крепления непосредственно к изделию.
Зажим типа “крокодил” необходимо выбирать, полагаясь на общие рекомендации. Клеммы данного вида выпускаются в трех основных модификациях: зажим массы 300А, 200А и 500А. В зависимости от модели сварочного аппарата и силы тока, которую он выдает, нужно определить оптимальную модификацию. Для проведения работ на профессиональном уровне рекомендуется приобретать зажим на 400-500А.
Полезное видео
Рекомендуем посмотреть советы, как продлить жизнь прищепки, которая шла в комплекте с аппаратом и что учесть при покупке новой.
2. Магнитная масса для сварки
Сварщики достаточно часто используют магнитный зажим массы. Данный тип обладает целым спектром достоинств: 
- возможность закрепить контакт на любую поверхность или конструкцию, в том числе и на трубы;
- простота конструкции обеспечивает долговечность и бесперебойную работу;
- отсутствие пружин и других механизмов также способствует долгой эксплуатации;
- магнит на массу для сварки способен выдерживать перепады напряжения и не перегорать;
- успешно применяется в труднодоступных местах;
- большая площадь контакта гарантирует надежность крепления.
Недостатки:
- ненадежное крепление контакта на малые по площади детали, например, арматура;
- невозможность закрепления зажима на изделия из цветных металлов;
- магнит нужно периодически очищать от загрязнений, в частности от металлической стружки;
- следует избегать перегрева магнита, иначе он может размагнититься; перегрев случается, если клемма крепится на грязную поверхность.
 3. Струбцина
3. Струбцина
 3. Струбцина
3. СтрубцинаЗажимы массы для сварки типа струбцина применяются реже, чем два перечисленных выше вида. Данная разновидность клемм также обладает несколькими достоинствами:
- высокая степень надежности крепления, так как фиксация осуществляется с помощью винта с шестигранной головкой;
- хороший контакт с рабочим изделием обеспечивает плавный переход тока.
В качестве недостатков можно выделить достаточно сложное строение механизма и сравнительно большие габариты клеммы.
4. Центратор
В редких случаях специалисты выделяют зажим типа центратор, предназначенный для центрирования и прихватки предварительно расположенных в нужном положении труб. Также может применяться для соединения сварочных деталей.
Преимущества данного типа:
- обеспечение плотного контакта;
- гарантирует точность сварки;
- подходят для труб различных диаметров.
Недостатки:
- ограниченная сфера применения;
- высокая стоимость, по сравнению с другими типами зажимов.

[ads-pc-3][ads-mob-3]
Полезное видео
Рекомендуем посмотреть ролик, который содержит рекомендации, как продлить жизнь комплектной массы крокодила и какую лучше выбирать для покупки.
И еще один обзорчик от опытного сварщика, в котором есть некоторые хитрости.
Популярные модели
Рассмотрим популярные сварочные зажимы массы. На рынке по продаже расходных материалов для сварки представлено большое разнообразие зажимов массы как отечественного, так и зарубежного производства. Далее мы рассмотрим наиболее востребованные модели.

Зажим массы Ergus 300А Профи, производитель – Quattro Elementi (Италия). Характеристики: тип “крокодил”; доступная цена; высокое качество; небольшой вес;поддерживает ток до 300А, что отлично подойдет для домашнего мастера.

Зажим массы Skrab 27621 300А (на картинке), производство – Италия. Является одним из наиболее оптимальных вариантов для проведения работ в домашних условиях.

Популярными клеммами заземления являются модели российского производителя “Корд”. Московская компания предлагает зажимы с различным типом механизма.
Для выполнения сварочных работ в промышленных или производственных условиях рекомендуется выбирать зажим массы 500А и более.

Зажим массы Elitech 500А, производство – Китай.
Масса для сварки своими руками
Для желающих создать зажим собственными руками и сэкономить финансовые средства предлагаем ознакомиться с инструкцией.
Магнитная масса для сварки является если не наиболее распространенной, то наиболее желанной, поэтому процесс её изготовления будет показан далее.
Процесс отличается простотой, понадобится минимум инструментов, а детали могут быть под рукой.
Исполнителю понадобится: магнит; две шайбы по размеру магнита можно изготовить из листового металла; болт и гайка для зажима сварочного кабеля.
Держатель массы сварочный собирается в несколько этапов:
- у шайбы, которая будет служить контактом, сверлят отверстие, соответствующее диаметру шляпки болта;
- верхушку болта необходимо сточить до толщины шайбы;
- затем эту конструкцию сваривают и зачищают; должна получится деталь в виде гриба с ножкой из резьбы;
- магнит надевают на болт, сверху – вторую шайбу;
- в последнюю очередь на шток с резьбой крепится конец кабеля, всю конструкцию стягивают гайкой.
Такая самодельная масса для сварки будет хорошим вариантом экономии средств и подойдет для домашних мастеров. Хотя найдется и немало критиков. Что выбирать, самоделку, дешевое изделие или дорогой профессиональный инструмент, выбирайте сами.
Переделываем рубанок в фуганок
Наш портал уже рассказывал, какие инструменты необходимы для изготовления мебели или обработки древесины. По общему мнению, одним из незаменимых помощников для качественной «столярки» является фуганок – инструмент, с помощью которого можно задать заготовке из дерева ровную плоскость, т.н. «базу».

Фуганок – инструмент нужный, но многих начинающих мастеров отпугивает его цена. Пользователи FORUMHOUSE считают, что не бывает безвыходных ситуаций. Один из вариантов — переделка бюджетного, «ненужного» рубанка в компактный домашний фуганок. Интересен опыт участника портала из Москвы с ником Victor-, решившего воплотить свою давнюю идею в жизнь и смастерить фуговальный станок.
Как сделать фуганок

У меня есть рубанок с рабочей шириной обрабатываемой древесины в 102 мм. Модель имеет плавный пуск двигателя и поддержку постоянных оборотов под нагрузкой. Ещё один плюс — ножи, которые, в отличие от других производителей, выполнены не в виде крупных и тяжелых лезвий, а как неширокие полоски-картриджи.

Такие ножи быстро и легко устанавливаются и выверяются по горизонтали. И, что особенно важно для Victor- (т.к. фугановальный станок ему нужен для плотницких, а не столярных работ), в случае попадания под нож гвоздя относительно низкая стоимость расходных материалов сильно не ударит по семейному бюджету. Хотя под данный — «102-й» рубанок не выпускается специальная площадка, с помощью которой его можно быстро превратить в фуганок, в передней части инструмента есть отверстия с резьбой под нужный девайс.
Определившись с «донором», пользователь приступил к его переделке. Для этого в гарантийной мастерской, где ремонтируют инструменты, Victor- приобрёл металлическую опорную площадку со стойкой-флажком от старшей — «110-й» модели рубанка. Удалось разжиться комплектом из четырёх винтов с четырехгранником в верхней части.

Сделав примерку, я выяснил, что 2 передние опоры практически идентичны посадочным местам в рубанке, но вот отверстия под задние опоры и их геометрия требуют доработки. Придётся сделать квадратные отверстия, а также усечения верхних частей опор, чтобы они не упирались головками в расширяющуюся ручку рубанка.
Помимо этого, пришлось отказаться и от поворотного флажка – защитного щитка подошвы рубанка, где находится ножевой вал, т.к. он просто не совпадал с рабочей площадкой «102-й» донорской модели.
Первое, что изменил пользователь в конструкции — срезал флажок, после чего наметил места расположения задних опор на стальной площадке. Для этого (т.к. опоры упираются в расширяющуюся ручку устройства) пришлось немного срезать верхние части крепежа при помощи болгарки.
Полученные «черновые» детали доводили до ума напильником, придавая им небольшое закругление, необходимое для фиксации рубанка. Чтобы точно определить места крепления под задние опоры, рубанок-фуганок пришлось собрать, закрепить передние опоры и поставить задние.
При примерке важно проконтролировать, насколько болт, который сжимает ручку рубанка кронштейнами, имеет необходимый для этого просвет в проеме.

По словам пользователя, делать отметки на металле удобнее всего маркером, используемым для нанесения надписей на компакт-диски. Маркер выбираем с тонким пером. Ещё одной технически несложной, но отнимающей время задачей оказалось изготовление квадратных отверстий. Делались они так: сначала в площадке просверливались отверстия обычным сверлом, после чего «квадратность» достигалась при помощи надфилей.
Для удобства работы надфили лучше брать с пластиковыми рукоятками.

Следующий этап — определяемся, где и как будет закрепляться фуганок. Ведь инструмент следует жестко прикрепить к основанию. Один из вариантов — «пришурупить» металлическую подставку к верстаку или закрепить её на болтах (для этого в подставке предусмотрены четыре отверстия).
Или если не хочется портить рабочий стол/верстак, приспосабливая его под стол для фуганка, то можно пойти по пути Victor- и изготовить деревянную подставку, которая закрепляется на рабочем столе струбцинами.

По окончании работ струбцины снимаются, а фуганок убирается на место хранения. Самодельные фуганки – станки могут экономить место в домашней мастерской!
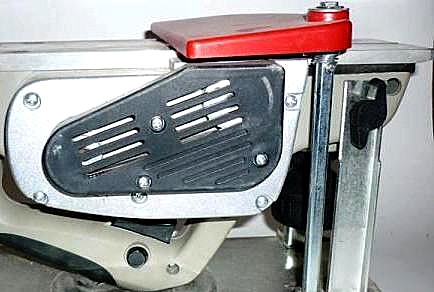
У пользователя в домашнем хозяйстве есть ранее приобретённый раскладной стол под рейсмус. Именно его он и решил использовать как станину под установку фуганка. Оставалось только изготовить деревянную подставку. Но дело осложнялось тем, что ручка рубанка оказалась ниже плоскости металлической площадки. Т.е. нужно сделать соответствующее углубление в деревянной заготовке.
Чтобы сделать деревянную подставку, я взял доску толщиной 4 см. Острожил её рубанком и выбрал стамеской углубление под ручку рубанка.

На этом этапе – финишной прямой, не забываем примерять заготовки и детали друг к другу. Лучше несколько раз всё проверить, чем потом ломать голову, как исправить допущенную ошибку.
В деревянной подставке перьевым сверлом, диаметром, равным диаметру шайб болтов, делаем 4 выемки в тех местах, где аналогичные отверстия предусмотрены в металлической площадке. Затем по центру сверлим отверстия, через них обе площадки стягиваются друг с другом болтами.
Ещё один момент, на котором следует заострить внимание – уменьшение веса площадки, невлияющее на её прочностные характеристики. Для этого пользователь разметил деревянную подставку и выпилил всё «лишнее» лобзиком, после чего довёл поверхность до чистового состояния ставшим уже незаменимым напильником.
После этой операции площадка стала напоминать авиационную нервюру, но на этом этапе я упустил один очень важный момент.
По мнению Victor-, одни люди перед тем, как что-то сделать, изучают материалы, смотрят видео, разрабатывают детальный чертёж. Кто-то действует наоборот — по наитию, без чертежа, держа общие детали проекта в голове. Подобный подход не позволяет заранее прикинуть, где у проекта «узкое» место.
В нашем случае, только изготовив деревянную подставку, пользователь задумался, а где на ней разместить клавишный выключатель, места под который просто не осталось. Включать и выключать инструмент, выдергивая вилку из розетки, не хотелось.
В итоге площадку под выключатель изготовили из кусочка фанеры, просверлив в ней отверстие под вывод фазового провода. Затем закрепили площадку с выключателем на деревянной подставке. Также изменили электрическую схему инструмента, что позволило включать фуговальный станок одним нажатием на клавишу выключателя.
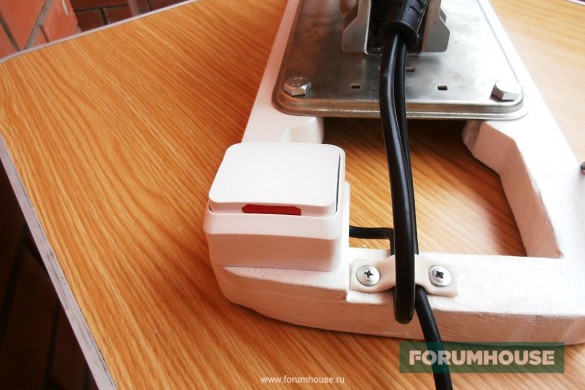
Важный момент: клавишный выключатель установлен значительно ниже, чем барабаном и ножевой вал для фуганка и за ним. Т.е. случайно включить станок затруднительно, также фуганок (для дублирования включения т.н. системой «двух ключей») запитан от простого бытового удлинителя.

Результат всех этих больших работ, самодельный фуганок, наглядно виден на следующей фотографии.

По мнению столярных дел мастеров, получившийся инструмент правильнее называть строгальным мини-станком, т.к. у фуганка должна быть длинная подошва. Пользователь остался доволен переделкой. Остаётся только добавить специальные толкатели, с помощью которых безопаснее работать с инструментом.
Если решились своими руками сделать фуганок – чертеж для изготовления толкателей облегчит вашу задачу.

Также по совету пользователей нашего портала, всем, кто задумает повторить данную переделку, или тем, кто мастерит самодельные станки, для дополнительной безопасности фуговальный станок следует немного доработать. Вместо клавишного выключателя (который всё же можно случайно включить и остаться без пальцев) более правильно будет поставить тумблер или «утопить» клавишный выключатель в коробочку, с высотой стенки немного выше самого выключателя.
Перейдя по ссылке, можно ознакомиться с подробным описанием всех работ по переделке рубанка в фуганок. Также на FORUMHOUSE есть тема, где показано, как доработать или восстановить старый ручной инструмент.
Также рекомендуем видео, из которого вы узнаете, как изготовить красивую мебель своими руками, и видео про то, каким должно быть рабочее место столяра-краснодеревщика.
Фуговальный станок своими руками на базе электрорубанка
 Строгание древесины – непременная стадия деревообработки. Строгать можно как ручным рубанком, так и электрическим, но для более профессиональной работы лучше подойдёт фуговальный станок. Промышленный образец стоит больших денег, поэтому тут попробуем разобраться, как изготовить фуговальный станок своими руками, используя бытовой электробубанок.
Строгание древесины – непременная стадия деревообработки. Строгать можно как ручным рубанком, так и электрическим, но для более профессиональной работы лучше подойдёт фуговальный станок. Промышленный образец стоит больших денег, поэтому тут попробуем разобраться, как изготовить фуговальный станок своими руками, используя бытовой электробубанок.
Различные конструкции фуговальных станков
Конструктивно фуговальное оборудование, изготовленное в промышленных условиях, сильно отличается от станков, изготовленных самостоятельно. Отличаются они используемыми материалами, технологиями, вспомогательным оборудованием и пр. Но, это не значит, что не будет востребован для домашнего применения самодельный фуговальный станок из простого электрорубанка. Для обработки небольших деталей в малом количестве он вполне подойдёт.
Строгальные станки по дереву бывают двух основных типов:
- Односторонние станки (именно об изготовлении такого варианта пойдёт речь). На таком оборудовании за один проход можно обработать только одну поверхность. Конструктивно – это наиболее простые устройства;
- Двусторонние или двух шпиндельные. Такое устройство, одновременно, может обработать две смежные поверхности детали. Такое оборудование довольно сложно изготовить самостоятельно.
Кроме вышеперечисленных видов можно ещё добавить, что станки могу быть как стационарные, так и мобильные.
Основная идея
Да, такой самодельный фуговальный станок в отличие от серьезных промышленных образцов обладает рядом недостатков, а именно:
- Не может похвастаться высокой точностью обработки;
- Ширина обрабатываемой детали очень маленькая – всего 110 мм;
- Легкий – это недостаток, так как тяжелое массивное основание всегда придает устройству устойчивость и как следствие удобство в работе, что в итоге повышает качество результата.
- Небольшая мощность, ограниченная мощностью бытового электрорубанка;
- Материал корпуса – дерево, то есть не долговечный;
Тем не менее, у него есть и неоспоримые преимущества, которые делают его весьма полезным для достижения определенных целей и выполнения ряда задач, так как он обладает следующими достоинствами:
- Невысокая стоимость – серьезные фуговальные станки стоят десятки и сотни тысяч рублей, а этот стоимость этого самодельного фуговального станка складывается из стоимости рубанка и материалов;
- Компактность и мобильность – он с легкостью может храниться в любом месте в мастерской и быть развернут для работы в считанные минуты.
- Простота конструкции влияет на его надежность и ремонтопригодность.
- Возможность сделать необходимые размеры станка «под себя», например, можно увеличить длину рабочего стола или изменить высоту.
Подготовка необходимых аксессуаров к работе
Для изготовления своими руками фуговального станка потребуются материалы, приспособления и инструмент, а именно:
- Ручной электрорубанок. Будет использован в качестве обрабатывающего древесину инструмента. Лучше всего использовать качественный, брендовый электроинструмент Makita, или Bosh – это дополнительная гарантия производительной, долголетней работы;
- Электролобзик с пилками. Как вариант можно использовать и обычный ручной лобзик, так как он нам понадобится лишь один раз для изготовления одной детали;
- Сверлильный станок со сверлами или дрель;
- Циркулярная пила или любой другой распиловочный станок. Как вариант можно использовать простую ручную пилу;
- Электрический шуруповерт;
- Саморезы по дереву (3,5х40 или 3,5х45);
- Фанера 10-15мм, для столов и прочих мелких деталей, 18-20мм – для боковой стенки станины. Как вариант можно использовать ДСП или OSB, но это крайне не желательный вариант;
- Массив дерева, для изготовления бокового упора, толщиной примерно 15-20мм.
Это ориентировочный набор того, что может понадобиться, чтобы изготовить самодельный фуговальный станок.
Части конструкции станка
Разберем основные конструктивные элементы:
| Наименование | Описание и назначение |
| Основание станка | Нижняя часть станка, на которой все устанавливается. |
| Боковая стенка | Несущая конструкция станка, которая служит для крепления электрорубанка и обоих столов. |
| Стол задний (неподвижный) | Совместно с передним столом образует плоскость движения заготовки. Крепится к боковой стенке. |
| Стол передний (с изменяемой высотой) | Совместно с задним столом образует плоскость движения заготовки. Крепится к боковой стенке. |
| Боковой упор | Устанавливается неподвижно на заднем столе. Используется для придания направления движения обрабатываемой детали. |
| Распорные уголки (рёбра жёсткости) | Служат для общего укрепления конструкции, а также, для поддержки заданного угла 90 градусов. |
| Электрорубанок | Основной элемент обработки заготовки. |
Изготовление самодельного фуговального станка
Боковая стенка
Прежде всего, изготовим боковую стенку, для этого используем фанеру толщиной 18-20мм размерами 150х480мм. Вырезав в заготовке место, в котором будет закреплён электрорубанок. Делать это следует при помощи электрического, или ручного лобзика, так как форма выборки имеет сложную конфигурацию.

На сверлильном станке в боковой панели следует сделать два паза на расстоянии 70 мм, с их помощью, в дальнейшем, будет крепиться основание переднего стола.

Основание станка
Изготавливаем основание. Это простой прямоугольник, который нужно вырезать на циркулярке или ином распиловочном станке из той же фанеры толщиной 18-20мм размерами 180х480мм. Тут все просто — соединяем основание и боковую стенку под углом 90 градусов саморезами в торец стенки.

В дальнейшем рубанок будет устанавливаться следующим образом.

Задний стол
Задний стол также изготавливается из фанеры 18-20мм размерами 150х600мм; выпиливается технологический проем, чтобы получилась вот такая форма.

Торцевую кромку проема нужно спилить под углом. Сделать это можно на циркулярной пиле или электролобзиком.

Далее, открутив 4 винта, снимаем неподвижную «подошву» с электрорубанка и размечаем стол будущего станка.

Просверлив необходимые технологические отверстия, их нужно их немножко раззенковать, чтобы штатные винты были утоплена «заподлицо» и не препятствовали движению заготовки.

Устанавливаем наш самодельный задний стол на место снятой подошвы электрорубанка штатными винтами. После этого нужно зафиксировать этот стол на боковой стенке саморезами в торец этой стенки.

Передний подвижный стол
Передний стол, который должен регулироваться по высоте, делается из двух прямоугольных деталей, скрепленных под углом 90 градусов. Для большей прочности конструкции нужно между ними сделать треугольные упоры. В данном примере все крепится на саморезы, тем не менее, рекомендуется для большей прочности еще места стыков промазать столярным клеем. В итоге должна получиться вот такая конструкция.

На расстоянии 70 мм друг от друга нужно сделать два сквозных отверстия диаметром 8-10 мм и в них забить мебельные забивные гайки. Лучше это сделать до сборки основания.

Установка подвижного стола делается с помощью двух винтов с обратной стороны боковой стенки. Для удобства можно использовать бинты с барашковой головкой или сделать самодельные крепления-держатели. Установка должно производиться так, чтобы плоскость подвижной части «подошвы» электрорубанка была в одной плоскости с подвижным столом фуговального станка.

Боковой упор
Боковой упор нужен, чтобы обеспечить ровное и параллельной движение заготовки, а также для выведения точного угла 90 градусов между рабочим столом и плоскостью упора. Изготавливается упор просто – из двух деталей, которые можно выполнить как из фанеры, так и из массива дерева. В данном случае использован массив.
Две прямоугольных заготовки скрепляются под углом 90 градусов, образуя «уголок». После чего его жестко крепят к неподвижной части стола.

Фуговальный станок своими руками из электрорубанка готов к работе.
Чертежи фуговального станка
Приведем чертежи предлагаемого устройства.
Боковая стенка. Вид №1

Боковая стенка. Вид №2



Стол передний. Вид 1

Стол передний. Вид 2


Безопасность при работе с самодельным оборудованием
При работе с любым инструментом нужно соблюдать технику безопасности, так как игнорирование ее может стать причиной разных травм. Коротко перечислим рекомендуемые меры по обеспечению безопасности работы мастера на данном станке.




