Самостоятельное изготовление станка для заточки дисковых пил
Во время эксплуатации большинство режущих инструментов притупляется. Это во многом относится и к дискам для пиления, которые нужно затачивать на регулярной основе. Именно это является гарантией действительно качественной распиловки деревянных изделий. Проще всего заточить притупившиеся зубья – это использовать стандартный напильник.
Но чтобы работа собственными руками была в полной мере плодотворной, необходимо обращаться за помощью к настоящему профессионалу. Только он способен заточить режущий инструмент так, чтобы им можно было квалифицированно пользоваться.
Намного легче и эффективней в такой ситуации использовать станок, выполненный своими руками, для качественной заточки острых поверхностей пил, а также агрегат для обработки дисковых ножей.
- Самостоятельное изготовление станка для заточки пил
- Станочный агрегат JMY8-70 – польза и отличительные особенности
- Процесс заточки дисковых пил своими руками
Самостоятельное изготовление станка для заточки пил
Когда в наличии имеется электрический агрегат для заточки острых поверхностей, значения не имеет заводского он производства или домашнего. Особенно данная тема актуальна, когда речь идет о том, чтобы качественно заточить зубья, которые сделаны с учетом разных геометрических форм и углов для точения. Таких механизмов несколько и они стали следствием оптимизации обработки режущей поверхности, которые имеют разные свойства.
Наиболее часто встречаемые формы зубчатой поверхности:
- В форме прямой, когда забота о качестве выполнения не обязательна.
- В форме скошенного зуба; Имеются два угла наклонной поверхности: правая и левая. Как правило, используется в дисковых пилах. Очень часто используется в подрезке изделий с ламинированием по двум сторонам, ибо не выдает сколовых трещин ни по одному краю.
- В форме продолговатой трапеции. Поверхность способна долгое время удерживать кромку в остром положении, возвышаясь над зубьями под прямым углом. В такой ситуации зубья могут быть распилены по-черному, а при прямых зубьях – по-чистому.
- В форме конического обтекателя. Наиболее часто встречается в работах на вспомогательных началах. Чаще всего, надрезают поверхностное сечение ламината, не допуская осколков при осевом распиливании.
С передней стороны все зубья состоят в форме плоской поверхности, но некоторые разновидности пилы имеют вогнутую поверхность. Сама дисковая пила имеет четыре главных угла, которые формируют определенную форму в пересекающей плоскости:
- угол, расположенный с передней стороны;
- угол, образующий заднюю поверхность;
- скашивающиеся углы в плоскости переднего и заднего входа.
В качестве дополнительного угла учитывают также вариант с заострением угла, который формирует совокупность углов переднего и заднего ряда. В действительности же угол заточки непосредственно зависит от того, для каких целей предназначается пила.
- Для пиления продольным способом используют пилы с размерными характеристиками при переднем угле в 15- 20 градусов.
- Поперечное пиление для дисковой пилы выполняется при соотношении 5-10 градусов.
- Универсальные характеристики дают возможность увеличить градус наклона до 15 градусов.

Именно по таким принципам определяется станок заточной для пиления дисковым способом. Станки такого типа имеют определенную конструкцию при выпиливании одинарным способом:
- Во время работы станка для заточки дисковых пил происходит перемещение только пилы (сам двигатель остается в исходном состоянии).
- Во время работы в движения приходят два элемента: пила для затачивания и мотор с двигательным круговым параметром.
- Перемещаются также два стандартных элемента: пила и мотор.
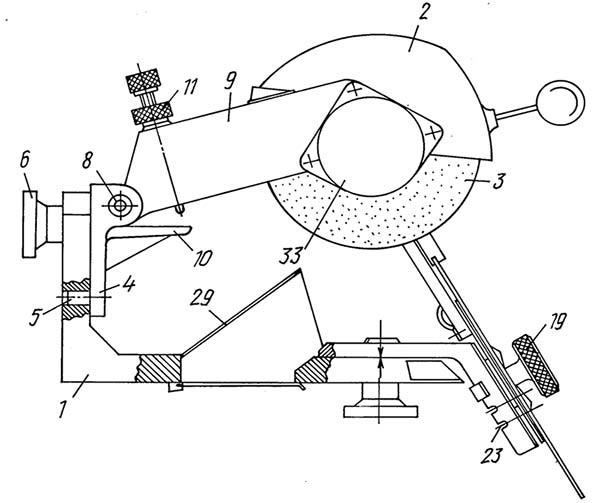
Типичным примером выступает стандартный самодельный станок для заточки дисковых пил, который может быть агрегатом, состоящим из двух взаимосвязанных элементов:
- Точильный двигатель со съемным валом.
- Суппортная площадка, которая крепится к дисковому основанию.
Чтобы обеспечить полноценный угол заточки элемента в агрегате всегда предусматривается наличие системы, которая дает возможность содействовать изменению наклонной поверхности на полотне с зубчатой поверхностью.
Станочный агрегат JMY8-70 – польза и отличительные особенности
Современные заточные станки для дисковых пил, таких как JMY8-70 имеют на сто процентов китайскую сборку и целиком и полностью представляет собой высококачественный агрегат, годный для долгосрочной эксплуатации. Многие специалисты по самостоятельной сборке агрегата берут данное устройство в пример, когда возникает необходимость сделать станок своими руками.
Преимущества данной системы:
- В основе лежит свой круг для обработки детали посредством алмазного нагревателя, минимальный размер радиуса – 65 мм.
- Пила оснащена наклонным суппортом, он и дает возможность осуществлять заточку изделия под необходимым углом пилой своими руками.
- Корпусная поверхность производится из специальной литой стали, главным образом используемой в авиастроении.
- Агрегат инсталлируют на резиновые прокладочные материалы. Они позволяют максимально снизить вибрационную составляющую при обработке материала и давать возможность пить либо подливать воду время от времени для недопущения остановки механизма.
- Механизм регулируется крайне легко и просто. Даже малоквалифицированный персонал способен управлять данным агрегатом, в том числе совсем не подготовленные специалисты.
При отгрузке товара заводом-производителем для эффективного управления агрегатом прилагают подробную инструкцию, которая в полной мере описывает все сильные стороны агрегата и методы работы с ними.
Основные технические характеристики, связанные с устройством JMY8-70:
- Размеры круга для шлифовальной обработки имеют трехгранные параметры: 117×9х7 мм;
- Затачиваемый круг способен поворачиваться на угол не менее 20 градусов.
- Диаметральная поверхность пилы для заточки составляет не менее 70-800 мм.
- Стандартный шлифовальный круг приводится в движение в считанные секунды, а его скорость вращательного момента достигает 2900 оборотов в минуту.
- Вес агрегата – 35 кг.
Многие люди, которые используют ручной труд, применяют дисковые пилы из сложных составляющих не на регулярной основе, а в зависимости от необходимости. Таким образом, покупка заводского оборудования может вылиться в ненужные финансовые затраты. Лучшим решением для домашней работы является использование самодельного заточного станка для дисковых пил. Именно поэтому обращение к сторонним компаниям не имеет смысла.
Обычный агрегат для самостоятельной выточки детали включает в себя:
- Электромотор с закрепленной насадкой для шлифовального диска.
- Подставная площадка, чаще всего на поверхности которой есть возможность располагать ось вращения заточного круга.
- Наклон подставки обеспечивается посредством петель с одной из сторон, а также благодаря вращающемуся моменту – с другой стороны. Это дает возможность выполнить заточку агрегата по передней и задней поверхности.
- Дисковая грань фиксируется за счет специальных держателей, на которых и крепятся пилы. По этой причине на поверхность устанавливают специальный паз, на котором и фиксируется пила. Строгое соблюдение правил инструкции дает возможность выдержать угол заточки зубьевых поверхностей.
- Устройства для обработки материала имеют разные диаметры.
- Обязательно должны быть качественные упоры для надежной фиксации агрегата.
Видео: самодельный заточной станок дисковых пил.
Процесс заточки дисковых пил своими руками
Основная последовательность для качественной работы включает в себя следующие моменты:
- Как правило, заточенную пилу размещают на оправке и зажимают конусным втулочным механизмом посредством вкручивания гайки.
- Посредством использования угломера, изделие становится четко горизонтальным, при этом угол скоса становится не более нуля. Фиксация происходит за счет использования маятникового угломера.
- Осуществляя перемещение оправки по горизонтальной поверхности с инсталлированным диском, устанавливают особый угол для заточки поверхности детали; передняя плоскость точильного элемента плотно соприкасается с несущей частью точащего кругового элемента.
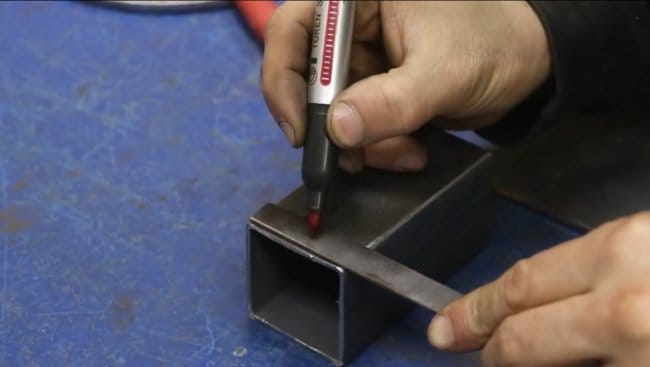
- Для правильного определения, с какого зуба нужно начинать заточку, используют яркий маркер.
- Включая электромотор, применяют ряд распиливаний, прижимая деталь к поверхностной части с внутренней и с внешней стороны, подлежащей затачиванию.
- Насколько плотный слой металла будет снят, зависит только от усилия прижимом, а также количеством движений поступательного характера.
- После заточки первого зубца, пила выводится из круга для точильных операций и проворачивается на один зуб, он же становится следующим во время точения.
- Операция проходит необходимые стадии в зависимости от количества зубьев, которые нужно заточить.
Как своими руками изготовить станок для заточки дисковых пил?
Чаще для разделения материалов используется дисковая пила. С ее помощью можно разрезать пластик, бетон, дерево, металл. Можно подобрать диски под разные материалы, но со временем оснастка тупится, процесс разрезания замедляется. Чтобы восстановить остроту режущих зубьев, можно изготовить станок для заточки дисковых пил своими руками и выполнить переточку.
 Заточка диска
Заточка диска
Классификация
Заточные станки для дисковых пил делятся на отдельные группы зависимо от разных факторов. По способу управления:
- Ручные установки. Мастеру необходимо выставлять диск самостоятельно, контролировать рабочий процесс. Используются для частных мастерских.
- Автоматические устройства. Применяются на предприятиях. Отличаются высокой производительностью, точностью. При работе человеку нужно применять минимум усилий.
- агрегаты бытового применения;
- оборудование для профессионалов.
Главное отличие двух классов станков — длительность работы без выключения. Если установки для бытового применения должны работать не дольше 20 минут без перерыва, то оборудование для профессионалов может безостановочно работать до 8 часов.
По статичности, подвижности рабочих элементов:
- Диск установлен в неподвижный зажим. Суппорт с абразивом перемещается по направляющим.
- Зажим и пила подвижны, суппорт с абразивом статичен.
- Все элементы могут передвигаться.
Станок для заточки (Фото: Instagram / stanki_online)
Устройство и технические характеристики
Чтобы изготовить приспособление для заточки дисковых пил, необходимо рассмотреть устройство готовых моделей, собранных профессионалами. Элементы оборудования:
- Опорная плита из толстого листа металла, на которой располагаются остальные детали.
- Электродвигатель с ремнем.
- Панель управления с кнопками включения, выключения, дополнительными настройками.
- Стойка с прижимом для дисковой пилы.
- Направляющие для перемещения зажимов, суппорта.
- Рукояти для изменения положения рабочих частей.
- Заточной диск.
Современные модели могут оборудоваться дополнительными элементами: лампами для подсветки рабочей зоны, ограничителями глубины подачи абразива, защитными пластинами.
При выборе готового станка необходимо обратить внимание на следующие параметры:
- тип передачи — шестерная или ременная;
- максимально допустимые размеры абразивного круга;
- размеры затачиваемых дисков;
- допустимые значения выставляемых углов;
- габариты, массу установки;
- тип конструкции — напольная или настольная;
- мощность электродвигателя;
- систему управления.
Технические характеристики выбираются зависимо от размеров и типа затачиваемой оснастки.
Устройство оборудования (Фото: Instagram / avtokomplex_42)
Правила заточки
- Хорошей остроты можно добиться только при повторном выполнении обработки режущих зубьев. Обе пильные поверхности должны затачиваться одинаковое количество раз.
- Когда первый круг заточки завершится, необходимо очистить диск от металлической пыли, проверить точность выставления углов.
- Если станок для заточки пильных дисков оборудуется алмазным абразивным кругом, необходимо установить систему подачи охлаждающей жидкости.
- После выполнения процедуры необходимо проверить поверхность режущих зубьев. Если на них есть трещины, нужно заменить диск на новый.
Форма режущих зубьев:
- Прямые — встречаются на дисках для быстрой протяжки.
- Конические — применяются для разрезания досок, пластика. Позволяют избежать появления сколов на обратной стороне заготовки после реза.
- Трапециевидные — используется для глубокого пиления. Рез остается чистым.
- Скошенные — применяются для черного распила, поскольку развернутые в разные стороны зубья оставляют грубые сколы.
Учитывая особенности разных пильных дисков, можно добиться хорошей остроты.
Заточка дисковой пилы (Фото: Instagram / tm_tools)
Инструмент и материалы
Чтобы не покупать дорогой заточной станок для циркулярных пил, можно изготовить его самостоятельно. Для этого необходимо подготовить:
- Электродвигатель необходимой мощности с возможностью регулировки оборотов.
- Суппорт для подачи абразивных кругов.
- Металлические уголки, лист для изготовления основания, каркаса.
- Крепежные элементы.
- Ограничительные винты.
- Пластиковые или металлические листы.
- Зажим для оснастки.
Из инструментов понадобится сварочный аппарат, болгарка, дрель, набор ключей.
Подготовка к изготовлению
Прежде чем начинать работы по сборке оборудования необходимо сделать чертеж будущего станка. По рисунку можно точно рассчитать количество расходных материалов, подобрать инструменты для сборки самодельного оборудования.
Чертеж (Фото: Instagram / universproject.group)
Изготовление
Пошаговая инструкция по изготовлению самодельного станка для заточки дисковых пил:
- Изготовление станины из металлического листа, уголков. Она должна быть устойчивой.
- Установить двигатель, закрепить его на основании.
- Поставить суппорт. Желательно заказать готовую деталь у профессионалов.
- Установить механизм для выставления разных углов абразивного круга.
- Из металлических или пластиковых листов изготовить защитные щитки. Закрепить на станке.
- Подключить провода к пусковым кнопкам, вывести кабель для подключения к сети.
После проведения манипуляций останется проверить надежность закрепления деталей, выполнить стартовый пуск. После первой заточки на самодельной установке нужно откалибровать положение абразивного круга, чтобы задать необходимый угол.
Любая оснастка со временем тупится. Зубья дисковой пилы без заточки не только будут портить разрезаемый материал, но и могут разрушиться при рабочем процессе. Чтобы избежать проблем, необходимо своевременно перетачивать режущие части. Для этого применяется специальное оборудование, которое можно собрать самостоятельно.
Виды заточных станков для дисковых пил и правила заточки
Заточить зубья на циркулярной (дисковой) пиле, в принципе, можно с помощью обыкновенного напильника.
Однако при выборе этого весьма трудоёмкого способа заточки возникают сложности, с которыми может совладать лишь человек с соответствующим опытом. В частности, достаточно сложно выдерживать требуемый градус углов. Гораздо быстрее и эффективнее для заточки циркулярки использовать специальные станки.
![]()
- Типы станков
- Основные характеристики
- Форма зубьев диска
- Основные правила заточки диска циркулярной пилы
- Самодельный заточный станок
Типы станков
Все станки для затачивания дисковых пил по способу управления (обращения с ними) разделяют на автоматические и механические.
![]()
Автоматический станок для заточки пильных дисков, что понятно из названия, не требует больших усилий со стороны мастера, достаточно просто всё настроить (в частности, задать угол и шаг зубьев) и включить. Такие агрегаты можно увидеть на крупных предприятиях и в промышленных цехах.
![]()
Механические заточные инструменты имеют более низкую производительность, чем автоматы. Здесь вручную надо выполнять такую операцию, как поворот диска на следующий зуб. В основном механическое оборудование используется в домашних мастерских.
![]()
Кроме того, все заточные станки можно разделить по принципу работы на три группы. К первой относятся инструменты, при затачивании на которых вращается исключительно пила (точильный круг и электрический двигатель, соответственно, неподвижны). Ко второму типу относятся заточные станки, при работе с которыми движется как пила, так и двигатель с абразивным кругом. В станках третьего типа перемещаются лишь двигатель с закреплённым на нём кругом (циркулярная пила сохраняет неподвижность).
Заточных станков, где не было бы хотя бы одного из этих элементов (двигателя с закреплённым на его вале точилом или суппорта для закрепления циркулярки), не существует.
Основные характеристики
Аппараты для затачивания дисковых пил по дереву, как правило, комплектуются кругами. Эти круги могут значительно отличаться друг от друга по нескольким характеристикам:
- по диаметру (варьируется в диапазоне от 12 до 250 мм);
- материалу, из которого изготавливаются абразивные круги (это может быть, допустим, эльбор или карбид кремния, в некоторых случаях также используется алмазное напыление);
- толщине (она может составлять от 16 до 40 миллиметров);
- размерам крепёжных отверстий (стандартные диаметры таких отверстий на сегодняшний день равны 16, 20 и 32 мм).
![]()
Почти во всех современных заточных станках есть электрический привод. От его мощности будет напрямую зависеть производительность заточки. Маломощные бытовые модели могут бесперебойно функционировать до 20 минут, потом их надо отключать, чтобы они отдохнули и охладились. А вот профессиональные заточные агрегаты могут работать до восьми часов с двумя короткими перерывами по полчаса. Причём здесь главным рабочим элементом может быть не абразивный круг, а так называемая шлифовальная лента.
Форма зубьев диска
Согласно ГОСТу, любой твердосплавный зуб дисковой пилы должен иметь четыре рабочих плоскости (переднюю, заднюю и две боковые) и три режущих кромки (одна основная плюс две вспомогательных). Но при этом форма зубьев у циркулярок всё равно может быть разной:
- прямой;
- косой;
- трапециевидной;
- конической.
![]()
Выбирать тот или иной вариант следует в соответствии с задачами, которые стоят перед мастером.
Обратите внимание! Чтобы правильно заточить инструмент, мастер должен определить форму зубьев, а также материал, из которого сделана сама пила и её режущие элементы.
Циркулярку с прямыми зубьями лучше всего использовать для продольного распиливания дерева, когда высокое качество не требуется.
![]()
Косые зубья на дисковой пиле характеризуются тем, что имеют скошенную заднюю (а порой и переднюю) плоскость и чередующийся угол наклона (то вправо, то влево).
Пилы данного формата считаются самыми распространёнными. Они используются для пиления изделий из дерева в поперечном и в продольном направлении. Кроме того, такая конфигурация зубьев удобна для подрезки материалов с двухсторонним ламинированием —не образуется сколов по краям линии пропила.
![]()
Зубья в виде трапеции способны долго сохранять первоначальную остроту. На многих моделях дисковых пил они часто чередуются с уже описанными прямыми зубьями. Трапециевидные всегда выше — по этому признаку их и можно вычислить. Важно понимать, что трапециевидные зубцы играют основную роль при черновом пилении дерева, а прямые — при чистовом.
![]()
Что касается зубьев конической формы, то их актуально использовать при некоторых вспомогательных операциях. Допустим, когда слой ламината надо предварительно немного надрезать, чтобы в дальнейшем при пилении не появлялись осколки.
![]()
Основные правила заточки диска циркулярной пилы
Прежде чем приступать к заточке, точильный круг необходимо очистить от загрязнений и остатков снятого материала. Для этого лучше воспользоваться моющими жидкостями с растворителями в составе. Важно также заранее выставить оптимальный угол наклона точильного круга. Информацию об этом можно посмотреть на самой циркулярке или в паспорте изделия.
![]()
Процесс затачивания следует начинать с передней части зубьев. Толщина снимаемого слоя металла не должна превышать 0,2 мм.
Обратите внимание! Мастер обязан следить за тем, чтобы лезвие дисковой пилы не перегревалось.
Регулируя скорость вращения абразива заточного станка, можно предотвратить повышение температуры лезвия до экстремальных отметок. Не помешает смочить абразив водой перед началом работы. Если же вы имеете дело с алмазным напылением (такие используются для обработки дисковых пил с победитовой напайкой), то следует вместо воды взять специальную охлаждающую жидкость (СОЖ).
Заточку циркулярной пилы следует выполнять с известной аккуратностью. В противном случае на режущей кромке могут появиться зазубрины, сколы и прочие дефекты, нарушающие целостность.
Точить один диск можно ограниченное количество раз (как правило, ресурс диска равен 30–35 заточкам). И это вполне естественно, если учитывать, что после каждой процедуры размер зубьев уменьшается. Рано или поздно зубья будут сточены до критической отметки, и применение диска станет невозможным.
![]()
Наверняка кто-то спросит, а можно ли вообще обойтись без затачивания. Ответ на этот вопрос будет строго отрицательным. Применение затуплённых дисков ухудшает качество распила, резко снижает производительность труда и может привести к преждевременному выходу из строя циркулярки.
Самодельный заточный станок
Если под рукой нет заводского оборудования и при этом есть потребность в периодической заточке дисков, то можно попробовать сделать станок самостоятельно. Для сборки понадобятся:
- суппорт (то есть узел для крепления и перемещения пилы);
- электродвигатель, на который можно будет установить вал шлифовального круга;
- наклонный механизм;
- ограничители винтового типа.
![]()
Круг следует чётко зафиксировать на электродвигателе, а полотно диска установить на суппорт. Задача винтовых ограничителей в данном случае будет состоять в обеспечении движения пилы по оси круга и под необходимым углом наклона. Правильная фиксация диска циркулярки относительно абразивного элемента является основной функцией самодельного станка и одновременно залогом того, что результат затачивания будет достойным.
![]()
Если домашний мастер желает добиться идеального соблюдения углов, то понадобится ещё одно приспособление — регулирующаяся подставка, закреплённая на одной высоте с кругом на раме самодельного агрегата. Устанавливать диск на эту подставку надо так, чтобы зубья располагались строго перпендикулярно основной плоскости станка.
Даже при наличии всех необходимых комплектующих сборка своими руками заточного станка дисковых пил бывает затруднительна. Сориентироваться в этапах работы помогут чертежи, которые можно составить самому или воспользоваться уже имеющимися схемами из специальной литературы. Полезно также изучить видео, которые порой подбрасывают интересные идеи конструкции заточных приспособлений.
Как выполнить заточку дисковых пил своими руками
Процесс строительства частных домов и различных построек будет достаточно сложным, без использования циркулярной пилы. Она значительно лучше многих пил для дерева, поскольку превосходит их по точности и чистоте распила.
Из-за того, что данный инструмент активно эксплуатируется он довольно быстро изнашивается, в связи с чем заточка дисковых пил своими руками становится крайне необходимой.
Что понадобится для заточки дисков циркулярной пилы
Прежде всего необходимо подготовить соответствующие комплектующие, которые позволят правильно заточить пильный диск по дереву. Важно предусмотреть наличие следующих инструментов:
- напильника;
- монтажных тисков;
- деревянного бруска;
- цветного маркера.
Как понять, что пора точить дисковую пилу
Заточку дисковой пилы следует осуществлять только при возникновении в этом соответствующей необходимости. Распознать наступление такого момента можно по двум четким признакам. В особенности, проведение срочного затачивания дисковой пилы по дереву необходимо:
- При регулярном возникновении сильного нагрева на предохранительном кожухе пилы в области электродвигателя. В некоторых случаях при таком повышении температурных показателей под кожухом выделяется дым.
- При сильном надавливании на инструмент для получения хорошего распила в процессе обработки материала.
- Если появляются темные отметины, следы нагара на древесине и характерный запах горелого дерева. Это возникает в следствие того, что зубцы пил затуплены.
Разновидности заточки режущих зубьев
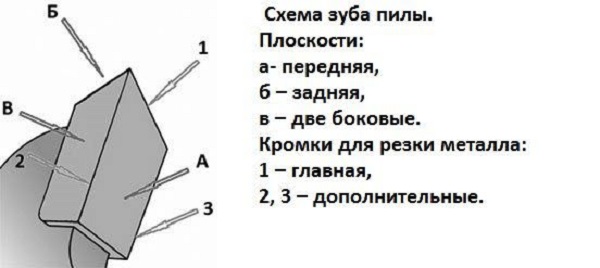
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.
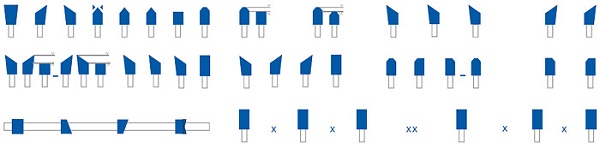
В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
Видео «Заточка дисков для циркулярной пилы»
Процесс заточки пильного циркулярного диска.
Принцип и угол заточки дисков для циркулярной пилы
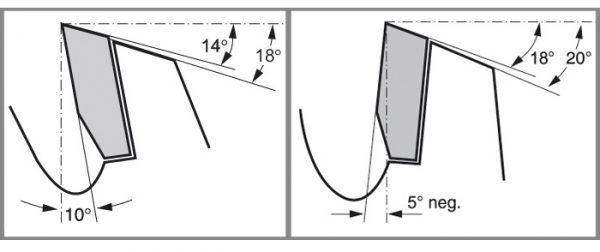
Рабочая часть циркулярной пилы затачивается на 4 главных углах заточки. Они относятся к основным техническим параметрам режущего диска, также как и тип формы режущих зубьев.
Стоит отметить, что все зубья циркулярной пилы характеризуются передними (γ), задними (α) углами, а также углом среза передней и задней поверхности (ε1 и ε2). Значение каждого указанного угла должно соответствовать назначению распиливающих устройств, распиливаемых материалов и направлению пиления.

В особенности, пила для продольного распила затачивается под довольно большими передними углами (15° — 25°).
Показатели заточек передних углов для поперечных видов пропила находятся в пределе 5° — 10°. Универсальные варианты, применяемые для обработки материалов по всем видам направления, стандартно затачивают под 15°.
При этом на значение указанного угла также оказывает влияние то факт, какой твердостью обладают разрезаемые объекты. Их величина имеет строгую зависимость: при большей твердости материала, который подвергается распилу, режущие зубья должны быть менее заострены.
Согласно главного принципа заточки зубьев на твердосплавном пильном диске важно учитывать, что при длительных эксплуатация самые значительные процессы износа происходят на верхних режущих кромках. В итоге при интенсивном использовании их линии могут округляться до 0,3 мм и больше. Касательно плоскостей зубьев стоит отметить, что наибольший износ происходит на передних поверхностях.
При правильном затачивании режущего элемента должны обеспечиваться такие формы режущих кромок, при которых радиус их скруглений не будет превышать значения в 0,2 мм. В связи с этим рекомендуется выполнять параллельное стачивание металла на передних и задних плоскостях зубьев. Применение такого способа считается наиболее целесообразным. Можно выполнять заточку только одной передней плоскости, но в таких случаях на выполнение данной операции требуется больше временных затрат. Кроме того, произойдет более быстрое стачивание зубьев, поскольку возникает необходимость в стачивании большего слоя металла с передних поверхностей.
Стандартный слой для стачивания металла является значение в 0,05-0,15 мм.
Как заточить дисковую пилу своими руками
Заточить пилу в домашних условиях можно совершенно самостоятельно. Для этих целей нет необходимости посещать мастерскую для использования специализированного точильного станка или приобретать его. Он довольно дорогостоящий, а для заточки используется в редких случаях, если вы конечно не планируете использовать его в крупных производственных целях.
Но удерживать пильные диски в руках в процессе заточки зубьев шлифовальным кругом — не самое лучшее решение. Циркулярные диск — это не сверло, она гораздо габаритней. Никакая твердость рук и отменный глазомер не позволит, сделать заточку так, чтобы режущие элементы были достаточно острыми и пригодными для эффективного использования. Для этого нужно предусмотреть самое простое фиксирующее приспособление.
Для удержания зубчатого циркулярного круга в нужном положении касательно плоскости точильного инструмента, можно использовать самую обыкновенную плоскую подставку.
Положение ее поверхности должно соответствовать уровню осей на заднем диске. Размещение зубчатого круга осуществляет на подставке так, чтобы затачиваемая плоскость зуба была перпендикулярна к полотнам пильного диска. Чтобы заточить скошенные зубья по передним и задним поверхностям нужно предусмотреть подвижные шарниры в данном приспособлении.

Но в таких случаях довольно сложно выдерживать одинаковые величины переднего и заднего угла заточки инструмента. Для устранения данной проблемы, необходимо выполнить жесткую фиксацию центра пилы согласно нужного положения по отношению к точильному кругу. Выполняется это при помощи пазов для оправки, которая монтируется на подставку с размещением на ней затачиваемых пил, либо посредством установки на подставку специального упора, который закрепит пильный диск согласно требуемого угла к абразивному камню.
Если придерживаться всех требований, которые предъявляются к затачиванию твердосплавной циркулярной пилы, то этот инструмент будет работать максимально эффективно на протяжении длительного периода времени.
Видео «Как заточить пильный диск своими руками»
Показательное видео по выполнению самостоятельно заточки режущего пильного диска.
Как заточить циркуляционный диск с твердосплавными зубьями своими руками
Циркулярная пила считается одним из самых востребованных инструментов в арсенале домашних мастеров. Но постоянно работать одним и тем же диском с разным материалом не всегда получается, да и сам пильный диск, как и любой другой режущий инструмент, требует периодической заточки. А это значит, что нужно знать, когда и, главное, как заточить диск на циркулярку самостоятельно.

Дисковые пилы по дереву
Как узнать, что пора заточить диск
При работе с дисковой пилой, независимо от ее назначения, следует понимать — при длительном использовании будет изнашиваться режущая кромка. Процесс этот будет происходить независимо от того, из чего сделана пила и какие напайки на зубьях имеются.
Индикатором того, что режущую часть пора затачивать будут такие признаки:
- При работе потребуется больше усилий для перемещения инструмента — заточенный диск режет материал словно масло, а вот тупому для распила требуется прилагать больше усилий.
- Поперечный и продольный срез получается неровный, имеет рваные края — из-за того что пилу необходимо затачивать зубья не режут, а буквально рвут волокна. Из-за этого даже сильная рука не в состоянии ровно удерживать инструмент и вместо ровной линии будет получаться синусоида.
- Спил дерева будет иметь ярко выраженный обугленный вид — из-за того что зубья не режут, а рвут волокна, устройство будет обугливать срез.
- Опилки получаются мелкими, больше похожими на пыль с оттенком ржаного хлеба — у острого инструмента опилки более крупные с острыми краями.
- Во время работы появляется характерный запах костра — во время обугливания волокон появляется дымок, сам диск сильно нагревается.
- Даже после кратковременной работы чувствуется, что сильно нагревается электродвигатель, требуется больше времени для его охлаждения.
- Визуально можно определить, что зубчики потеряли остроту, а разводка потеряла точность, отдельные элементы имеют разную степень отклонения.

Дисковая пила с твердосплавными напайками разной формы
Разновидности пил
Для работы с циркуляркой применяют несколько видов дисковых пил. Для ручных моделей применяются дисковые пилы промышленного производства, кустарные комплектующие встречаются крайне редко. А вот для стационарных циркулярок применяются как фабричные, так и самодельные.
Если брать профессиональный инструмент, то для него используются:
- Пилы с твердосплавными напайками. Для этого чаще всего используется победит — специальная тугоплавкая сталь для режущего инструмента.
- Дисковые пилы с закаленными зубьями.
- Пилы универсального назначения из инструментальной стали.
- Инструмент для работы со специальными материалами — фанерой, пластиком, асбестоцементными плитами и даже камнем.
Каждый из этих видов инструмента имеет свои особенности, как в плане пользования, так и в обслуживании.
Важно! Заточка дисковых пил каждого вида имеет свои особенности, которые не только нужно знать, но и строго соблюдать технологию и последовательность работ.
Геометрия твердосплавных зубьев
Зубья пил, как и цельных из быстрорежущей стали, так и тех, что оснащены твердосплавными напайками имеют специфическую форму. Одни имеют вид равнобедренного треугольника, другие серповидную форму, третьи вообще выполнены как трапеция. Такая форма зубьев отвечает нескольким задачам.
Во-первых, каждая форма имеет несколько поверхностей образующих режущие кромки. Во-вторых, вид зависит от назначения инструмента: мелкий ровный зуб подходит для раскроя листовых тонких материалов, а трапеция подходит для работы с древесиной твердых пород. В третьих, от формы зависит продолжительность использования: трапеция служит дольше, чем прямой или серповидный тип.
Для бытового применения обычно используют диски:
- Зубья прямого типа — для чернового раскроя материала. Основное достоинство быстрый распил материала.
- Наклонные и серповидные зубья — предназначены для работы с тонкими материалами.
- Зубья со скосом, применяются для чистового реза материала.
- Трапециевидный вид — пилы для длительной работы с материалами разной плотности.
- Конусные зубья подходят для чистовой работы с материалами имеющие гладкое, глянцевое покрытие.
Как видно, точить самостоятельно такие диски без знаний технологий заточки очень сложно. Сложнее всего выдержать «правильный» угол, так чтобы на всех зубьях была достигнута и геометрия режущей кромки, и форма самого зуба.
Неправильная заточка диска циркулярной пилы в лучшем случае приводит к тому, что рез получится неровный, с кривыми краями. А в худшем случае из-за появившегося биения придется ремонтировать и саму электропилу.
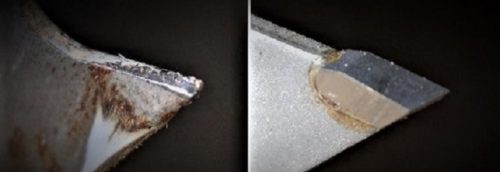
Твердосплавные напайки требующей заточки и новой пилы
Определение степени износа
Одним из условий правильной заточки инструмента является определение степени износа зубьев. Самый простой и легкий способ это сравнить две одинаковых пилы — новую, не бывшую в работе и старую, которая нуждается в правке. Достаточно просто наложить диски друг на друга и разница станет очевидной.
Ну а если пилы уже были в использовании, то тогда требуется изготовить шаблон, чтобы выполнить промер каждого из зубьев пилы. Это обязательное условие правки инструмента. Перед тем как заточить диск на циркулярную пилу самостоятельно шаблоном из жести или пластика промеряется каждый зуб и определяется поверхность, которую необходимо обработать для достижения нужного угла режущей кромки.
Совет! В качестве шаблона лучше использовать диски Уральского машиностроительного завода из Екатеринбурга, это самые лучшие пилы соответствующие всем требованиям ГОСТ.
Принцип и угол заточки дисков для циркулярной пилы
Заточка дисковых пил с твердосплавными напайками имеет свои тонкости и особенности технологии. Сама напайка имеет четыре основных плоскости —переднюю, верхнюю и боковые. Углы, образуемые этими плоскостями, представляют собой режущие поверхности.
Основной рабочей поверхностью выступает кромка между верхней и передней поверхностью. Боковые кромки задействуются в основном тогда, когда зубья имеют развод — наклон вправо или влево от оси реза.
Технологически операция заточки выполняется в два этапа:
- Сначала придается форма самому зубу и его поверхностям.
- Потом делает заточка режущей кромки.
При этом, если диск сильно изношен сначала придается нужная форма зубу, выравнивается его передняя и верхняя часть до нужного угла. А потом обрабатываются и боковые, и главная, грани победитовой напайки.

Заточка твердосплавных напаек
Как заточить пильный диск — правила
Основным моментом в работе с напайками на зубьях выступает точное определение степени износа. Поэтому перед тем как приступить к работе, нужно провести проверку всех без исключения зубьев. Основную помощь в этом окажет шаблон из металла.
Правила заточки можно сформулировать так:
- Если режущая кромка зуба округляется и расстояние между углом шаблона и острием кромки становится 0,1-0,2 мм, то затачивается фронтальная или передняя часть напайки.
- Если кромка закруглилась больше, то снимать нужно не только в передней, но и верхней части напайки.
- Если пила имеет разводку зубьев, то сначала восстанавливается угол наклона, а потом делается восстановление грани.
- Если зубья имеют разные фронтальные углы наклона грани, то сначала делается заточка одного наклона, а потом правится наклон другого угла.
Способы заточки циркуляционных дисков с твердосплавными напайками
Для придания правильного угла режущим кромкам применяется ручной и станочный способы заточки инструмента.
- Для ручного способа используются напильники и надфили.
- Для станочного способа используются заточные диски разной зернистости и формы.
Что касается напильников, то это должен быть инструмент для правки режущего инструмента, а надфили с алмазным напылением.
Как станком заточить диск
Для качественной работы используются заточные станки со специальными приспособлениями. Самый простой можно сделать из болгарки — ее просто нужно закрепить хомутами, а рабочий стол можно сделать из ДСП.
В домашних условиях используют крупнозернистый круг для грубой обработки и придания формы зубу, диск средней зернистости для подготовки режущей кромки. Алмазный для финальной обработки.
Перед тем как заточить диск для циркулярной пилы по дереву, его обезжиривают. Маркером отмечают зуб, с которого начинается заточка и закрепляют на станке. Грани затачивают поочередно, переход к обработке следующей поверхности происходит тогда, когда обработаны все зубья пилы.

Заточка при помощи алмазного диска
Как заточить диск вручную напильником
Для заточки победитовых напаек ручной напильник используется редко. Он малоэффективен, да и выдержать угол заточки режущей кромки при ручной обработке очень сложно.
А вот для заточки стальных пил он вполне пригоден. Заточка, так же как и станком, выполняется после выполнения разводки зубьев. Диск после этого зажимается в тисках между двумя деревянными планками, так чтобы обрабатываемая поверхность находилась горизонтально.
Важно! Рекомендуется перед началом работ маркером обвести контур шаблона на пиле, так чтобы видеть количество металла, которое нужно снять.
Особенности заточки дисков с победитовыми напайками для древесины
Явным признаком того, что пила с напайками требует правки, выступает наличие зазубрин и сколов на зубьях. Основным правилом того, как наточить пильный диск с победитовыми напайками по дереву, выступает необходимость использования корундовых заточных камней и алмазных чашечных дисков.
Такой инструмент обязательно используется на станках с большим числом оборотов. Важно при заточке не перегреть пилу, чтобы припой не потерял свои свойства и напайки остались на своих местах.
Теперь, когда технология работы с пильными дисками раскрыта, можно с уверенностью сказать, что ничего сложного в самостоятельной заточке инструмента нет. Все операции можно освоить, а для работы будет достаточно простого заточного станка и алмазного круга.
Пневмодомкрат своими руками: из пневмоподушки и без (чертежи и 2 пошаговые инструкции)
Конструкция и принцип действия пневмодомкрата
Успех любой деятельности по самостоятельному изготовлению различных приспособлений, зависит от понимания сути работы, которое должно быть четким и максимально полным. Этот факт особенно актуален для сборки инструментов, каждая деталь которых имеет конкретное назначение. Чтобы собрать самодельный пневматический домкрат, отвечающий требованиям качества и грузоподъемности, возьмем за образец стандартную модель заводского производства, которая поможет сформировать общее представление работы устройства.

Конструкция классического воздушного домкрата подкатного типа, состоит из нескольких десятков мелких компонентов, объединенных в единую, герметичную систему. Из основных элементов, можно выделить пневмоподушку, телескопическую направляющую, фланцы с металлическими пластинами, рукоятку с краном и штуцером. Помимо перечисленных деталей, в устройстве присутствуют фиксирующие винты, опорная площадка, верхний упор и стальные кольца. О роли каждого компонента, рассказываем далее.

Для лучшего восприятия принципа действия, будем вести описание по ходу движения воздуха в системе. Сначала, воздушный поток проходит через штуцер, к которому подсоединен шланг от компрессора. Далее, он упирается в кран, поворот которого позволяет напору пройти дальше по трубе, которая выполняет одновременно функцию рукоятки. Конец трубы соединяется с отверстием в нижней пластине при помощи сварки или втулки. Пройдя через это отверстие, воздух попадает в оболочку и надувает её.


Герметизация пневмоподушки выполняется стягиванием фланцев и металлических пластин с помощью винтов. Для обеспечения вертикального положения подушки при полном надувании, между нижней и верхней пластиной располагается телескопическая направляющая, фиксируемая сваркой к нижней части, и винтом к верхней. Чтобы оболочка не раздувалась, в её углублениях размещается стальное кольцо, снижающее объем расширения подушек по бокам и способствуя подъему вверх.

Колеса, верхний упор, дополнительный кран на рукоятке, не считаются обязательными элементами конструкции, и несут вспомогательный характер. Без них, подъемник будет точно также выполнять свою функцию, но с их наличием будет удобней.

Пневматический домкрат своими руками
Познакомившись с главными элементами конструкции и прояснив для себя общий принцип работы устройства, можно приступать к планированию конкретных действий по реализации своего проекта. Заранее отметим, что сборка воздушного подъемника профессионального класса, требует специальных инструментов для обработки и сварки металла. Если понимать, как сделать пневмодомкрат своими руками и иметь пошаговую инструкцию, сборка не вызовет больших трудностей, однако опыт и набитая рука, играют в таком деле решающую роль.

Когда под рукой нет оборудованной мастерской, но желание изготовления уникального подъемника вдохновляет на свершения, можно слегка отойти от стандартов и изготовить устройство из более податливых материалов. Именно для таких ситуаций, мы объяснили, как сделать воздушный домкрат своими руками в инструкции №2. Сборка подобного прибора требует базовых инструментов и минимум материалов.

Из пневмоподушки
Классический воздушный домкрат, достаточно близок к профессиональному сегменту подъемного оборудования. Несмотря на относительно простую конструкцию, это устройство состоит из точных и прочных компонентов, изготовление которых требует специальных навыков. Сложнее всего сделать телескопическую направляющую, не считая пневмоподушки, которую можно только купить. В представленной далее инструкции подробно описывается, как сделать домкрат из пневмоподушки на 2.5 тонны, затратив около 4000 рублей на комплектующие и услуги токаря.


Перечисленные компоненты и размеры, представлены для общего ознакомления, чтобы сформировать у вас более четкое представление о работе системы. В целом, сделать домкрат из пневмоподушки своими руками, можно без длинной рукоятки, второго крана и даже телескопической направляющей, но именно этот пример используется с целью образца качественного исполнения. Самодельная сборка, зачастую подразумевает использование доступных материалов и смекалки, главное, чтобы это не уменьшало прочности изделия.

Описание процесса изготовления начнем с самой сложной детали, для которой потребуется токарный станок и базовые навыки работы с этим оборудованием. Телескопическую направляющую можно сделать и из труб разных диаметров (круглых или квадратных), но люфт у таких поделок обычно приличный. Для получения наивысшего качества, лучше обратится к специалисту с чертежом, представленным ниже. Если планируете делать самостоятельно, лучше ориентироваться по размерам из этой-же схемы.


Местом крепления направляющей служит нижняя пластина из листа металла 400 на 400 мм. В ней, следует заранее наметить и просверлить отверстия для болтов, которые будут соединять её с нижним фланцем подушки. Помимо этого, стоит сразу сделать отверстие для подачи воздуха в систему. Привариваем телескопическую направляющую точно по центру пластины основания (для удобства сборки, можно выполнить этот шаг после изготовления рукоятки).

В представленном изделии, рукоятка полностью герметична и выполняет функцию воздухопровода (помимо своего естественного назначения). Отрезок круглой трубы, длиной около 1 метра, слегка загнут на конце и приварен к воздушному отверстию с нижней части пластины. К противоположному краю, приварена такая-же трубка, перпендикулярно первой. Сварка достаточно надежна, но если есть возможность и желание сделать конструкцию разборной, можно соединить трубы с помощью фитингов и фум ленты.

С одной стороны перпендикулярной рукоятки закручивается обыкновенный кран с переходником для штуцера, через который будет поступать воздух. С противоположной стороны, закручивается такой-же кран, но уже без дополнительных деталей (для удобного сдувания).

Чтобы основание не давило на трубу, по его краям следует сделать выступающую рамку из квадратной трубы на 25 мм. Поскольку вес будет давить на центральную часть, её тоже необходимо подстраховать небольшим отрезком.

Вырезаем пластину для верхнего упора из листа металла, идентичного основанию. Желательно придать элементу круглую форму, но и шестигранник подойдет. Как и в нижней пластине, делаем отверстия под фитинг и привариваем болт от М14 ровно по центру, для крепления направляющей. В верхнем стакане телескопички должна быть соответствующая резьба, которую лучше сразу заказать у токаря (если нет соответствующих метчиков).

Затягиваем подушку болтами к нижней пластине, верхнюю прикручиваем к направляющей, после чего прижимаем по радиусу идентично первой. Для безопасного подъема, можно положить на упор деревяшку, кусок резины, или специальный адаптер (потребуется вытачивать подходящий паз).


Для повышения удобства подката домкрата под технику, можно приварить к основанию примитивные петли из отрезков металла и одеть на них ролики от стиральной машины или холодильника. Более наглядная демонстрация всего изделия, с подробными комментариями автора, представлена в следующем видеоролике.
Из ПВХ трубы
Особенность многих изделий кустарного производства, заключается в замене оригинальных компонентов конструкции на более доступные. Когда большое желание перевешивает скромный бюджет, разум создает невообразимые приспособления, яркий пример которых представлен далее. По принципу действия, устройство из этой инструкции схоже с классическим воздушным домкратом, хотя и не имеет резиновой оболочки. Такой бюджетный подъемник удобен в использовании, но крайне ненадежен, требует повышенной аккуратности и может поднимать до 800 кг. Может сгодится для личного использования, но только на ровной поверхности и исключительно с подставками.


Изготовление прибора рациональнее будет начать со сборки нижней части герметичной камеры, которая будет состоять из муфты с заклеенной в неё заглушкой. Чтобы уменьшить высоту подхвата, можно обрезать каёмку заглушки до 3-4-х см.

Перед посадкой деталей на черный клей-герметик, места контакта следует пройти наждачной бумагой средней зернистости (около P100). На время подготовки, из муфты лучше вытащить резиновые уплотнители, а после шлифовки вернуть на место. После, равномерно наносим на заглушку клей и помещаем её в муфту. Излишки распределяем вдоль стыка деталей и оставляем сохнуть.

Переходим к сборке верхней, выдвижной части устройства из идентичной заглушки и отрезка ПВХ трубы. Для повышения прочности и увеличения длины, делаем конструкцию двухслойной. Для внутреннего слоя, отрезаем часть трубы, длиной около 120 мм и делаем в ней продольный распил. Заводим один край внахлест на другой, помещаем трубу в заглушку, отмечаем место стыка и отпиливаем лишнее, чтобы внешний диаметр трубы стал равен внутреннему диаметру заглушки.

Сейчас труба выходит из заглушки примерно на 70 мм и эту выступающую часть необходимо закрыть и усилить. Для этого используется отрезок требуемой длины все той-же трубы, который просто одевается поверх внутреннего слоя. Все места контакта зашкуриваются, промазываются черным герметиком и сохнут.

Когда основные элементы собраны, можно приступать к созданию воздушной системы. Берем нижнюю часть конструкции и просверливаем отверстие в центре заглушки. Для максимальной герметичности, внутренний диаметр этого отверстия должен быть равен внешнему диаметру резьбы углового штуцера.

Перед установкой штуцера на свое место, следует подготовить основание, наметив и вырезав в доске пазы под главный элемент, воздушный шланг и хомут, который будет их фиксировать. Когда углубления будут готовы, можно установить нижнюю часть конструкции с воздухопроводом на основание, заранее нанеся на него термоклей.

Для повышения удобства эксплуатации, выходящий конец шланга можно одеть на тройной штуцер и подключить дополнительный кран для сброса давления.

Наполнение системы воздухом, в данном устройстве, проходит через ниппель от камеры автомобильного колеса. Это позволяет подключить к подъемнику обычный насос или компрессор с переходником. Если планируется эксплуатировать устройство с классическим воздушным шлангом, можно установить стандартный штуцер.

На финальном этапе сборки остается объединить части, поместив верхнюю в нижнюю. Для герметизации и уменьшения трения, на места контакта обеих деталей необходимо нанести пластичную или консистентную смазку. Для смягчения соприкосновения с грузом, на место упора можно наклеить кусок резины.

Искренне надеемся, что представленная инструкция дала вам полезную пищу для размышления и объяснила, как сделать бюджетный пневмодомкрат своими руками. Видео, представленное ниже, демонстрирует вышеописанный процесс в более наглядном формате, включая финальные тесты изготовленного устройства.
Самодельный пневматический домкрат
Материалы и инструменты, которые использовал автор:
Список материалов:
– пневматическая подушка «ЛИАЗ-677»;
– два фланца под подушки;
– толстая листовая сталь;
– хоккейная шайба;
– квадратные профильные трубы;
– круглая труба;
– резьбовой стержень;
– кругляк;
– краска.



Процесс изготовления самоделки:
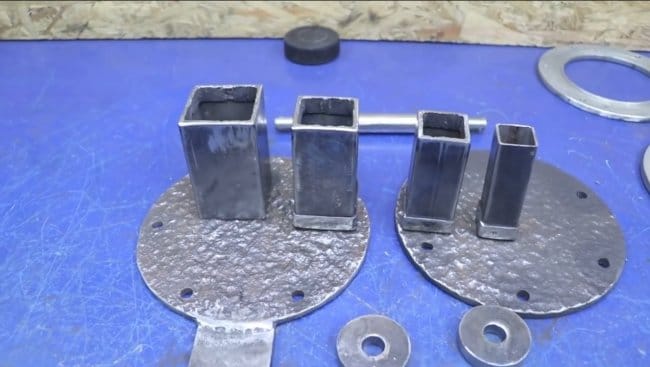
Шаг первый. Блины
Первым делом нам предстоит изготовить два «блина», это будут упорные площадки для пневматической подушки. Одна площадка будет находиться внизу, это будет опора, а вторая будет упираться уже в автомобиль. Для изготовления таких блинов понадобится толстая листовая сталь. Конечно же, для резки такой стали хорошо бы использовать плазменный резак, но при большом желании можно справиться с работой и болгаркой.












Размеры блинов автор выбрал под фланцы для подушки, которые у него имелись. Используем эти фланцы как шаблоны и сверлим отверстия в изготовленных блинах.
Шаг второй. Ось и колесики
Делаем ось и колеса, чтобы домкрат было удобно передвигать по полу. Для оси используем резьбовой стержень, вставляем его в кусок стальной трубы и привариваем. Ось в завершении приваривается через кусок пластины к нижнему упорному блину.
Что же касается колесиков, то автор их решил на скорую сделать из толстой листовой стали. Вырезаем кругляки резаком, а потом обтачиваем вместе на сверлильном или токарном станке. В итоге получаем два простых и долговечных колесика.














Шаг третий. Телескоп
Внутри домкрата находится телескопическая труба, которая состоит из трех секций. Благодаря этой детали подушка не съезжает вбок, а также труба работает как ограничитель, чтобы подушка не раздувалась на большую высоту, чем это задумал автор. Телескопическую трубу автор сделал из трех квадратных труб разного диаметра, одна труба должна заходить в другую.
На трубах нужно наварить ограничители, для таких целей автор использовал не сильно толстую листовую сталь.
В самую верхнюю часть телескопической трубы вваривается гайка, при помощи которой к телескопу через болт будет крепиться верхний блин.












Шаг четвертый. Ручка и упор
Изготавливаем ручку для домкрата, ее собираем из круглой трубы, через эту трубу-ручку внутрь пневматической подушки будет поступать воздух. Трубу гнем как вам нужно и надежно, а главное герметично привариваем к нижнему блину. Напротив трубы в нижнем блине сверлим отверстие, через которое и будет заходить воздух.
На другом конце трубы находится резьба, при помощи которой к домкрату подключается шланг от компрессора.















Также привариваем к блину с другой стороны упоры, который будут принимать на себя поднимаемую нагрузку. Автор приспособил для этого два куска толстостенной профильной трубы, но этого может быть мало, лучше сделать опору пошире и покрепче, а лучше применить резину, если вы боитесь повредить пол в гараже.
Шаг пятый. Обод и опора
Изготавливаем из арматуры обод, который будет надеваться на центральную узкую часть подушки. Этот обод нужен для того, чтобы подушка не раздувалась в центре.











Также автор сделал упор, который будет упираться в ваш автомобиль. Тут было решено использовать хоккейную шайбу, автор сделал под нее посадочное место из листовой стали. Чтобы гайка не упиралась в головку болта, автор сделал в шайбе соответствующее углубление. Дабы шайба не выпала и не затерялась, ее можно приклеить.
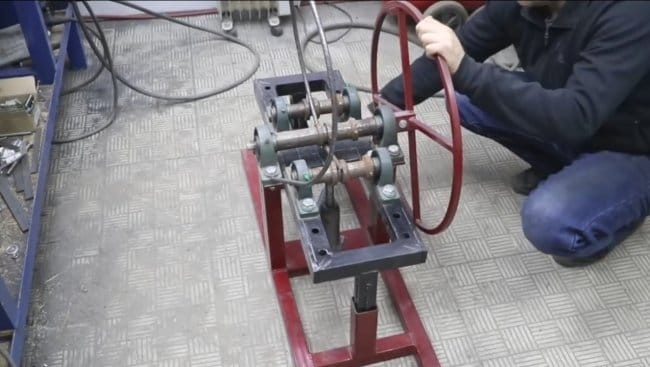
Шаг шестой. Сборка и испытания
Красим все детали домкрата и его можно собирать. Сложнее всего автору далось надеть обруч на подушку, а также установить фланцы, тут не обошлось без помощи напарника. Места контакта подушки с блинами обрабатываем герметиком и теперь можно затягивать болты, они заворачиваются в отверстия во фланце. В итоге получается довольно надежная конструкция, которая поломается скорее тогда, когда резина постареет и начнет трескаться.























Максимальное давление, которое можно дать на подушку, составляет 6.9 атмосфер, при таком давлении подушка сможет поднять массу в 2640 кг. Высота подъема домкрата составляет 360 мм, а в спущенном состоянии он имеет 170 мм. Работает все отлично, автор с легкостью поднимает автомобиль.
На этом проект завершен, надеюсь, вам самоделка понравилась, и вы нашли для себя полезные мысли. Удачи и творческих вдохновений, если решите повторить подобное. Не забывайте делиться с нами своими идеями и самоделками!




