Как самому сделать паяльник для полипропилена используя утюг и газовую горелку
Трубы и фитинги из полипропилена сейчас очень популярны. Они отлично подходят для изготовления разнообразных бытовых водопроводных систем, отопительных разводок и сетей.
Активностьприменения полипропилена оправдана: в отличие от металла, трубы из этого материала не надо сгибать трубогибом, делать резьбу, варить сваркой.
Ремонт, соединение или наращивание в системе производятся посредством пайки специальным паяльником. Чтобы не тратиться на его приобретение, можно изготовить прибор своими руками.
 Пайка полипропиленовых труб к содержанию ↑
Пайка полипропиленовых труб к содержанию ↑
Паяльник из старого утюга
Для создания такого паяльника можно воспользоваться старым утюгом с рабочей подошвой, который больше не нужен в хозяйстве. Необходимо, чтобы мощность утюга была не менее 800 Вт.

- деревянный брусок длиной 50 см с сечением 40х50 мм;
- саморезы-прессшайбы 3х14-16 см – 4 штуки;
- насадки-гильзы на паяльник сантехнический с прижимным болтом;
- изоленту;
- саморезы 4,5 см;
- кабель питания с вилкой;
- плоскогубцы;
- ключ шестигранный;
- молоток;
- наждачку или шлифовальную машинку;
- нож малярный;
- сверла 6-8 мм и дрель;
- крестовую насадку к дрели для саморезов.
к содержанию ↑
Процесс изготовления
Вначале разбирают утюг, отсоединяют подошву от терморегуляторов. Брусок простругивают, шлифуют наждачкой до гладкости.

В подошве высверливают несколько дырок для бруска (в зоне, свободной от нагревательного элемента). Брусок подгоняют по сечению, ставят в паз подошвы и фиксируют саморезами с помощью дрели с крестовой насадкой.
Важно! Диаметр сверла должен быть меньше, чем шляпка самореза.
Под болты на конце контрактной группы нагревательной подошвы просверливают пазовые отверстия с двух концов бруска. Контакты разворачивают при помощи плоскогубцев для возможности подключения, пластины прижимают прессшайбами.
Рядом с верхней частью подошвы делают еще одно отверстие для прижимного болта для гильз. Парные насадки для сварки труб садят на прижимной болт, затягивают шестигранным ключом. Кабель питания подключают к контактам, обматывают место стыковки на ручке паяльника изолентой.
 Установка насадок на подошву утюга к содержанию ↑
Установка насадок на подошву утюга к содержанию ↑
Паяльник с регулятором нагрева
Такой прибор дает возможность контролировать температуру его нагрева. Для сборки паяльника, кроме рабочей подошвы от утюга, готовят:
- терморегулятор, термопару, 2 наконечника;
- индикатор стрелочный со шкалой;
- проводники изолированные по 1 м длиной;
- вату асбестовую.
Наконечники специальной формы под вывод нагревателя и штуцер делают заранее или заказывают в токарной мастерской. С утюга снимают кожух, с подошвы убирают терморегулятор и все прочие детали, провода (останется только гладильная плита).

Дрелью просверливают дырки размером 6 мм в наконечниках, прикручивают их к корпусу со стороны носика болтами. С другой стороны подошвы делают отверстия для монтажа термопары.
К последней припаивают длинные провода. Аналогичную проводку подводят к нагревательной спирали, после чего все провода выводят через отверстие в рукоятке утюга.
В завершение работы пространство между плитой и кожухом заполняют асбестовой ватой, которая послужит теплоизоляционным материалом. Кожух ставят на место. Провода подсоединяют к сетевой вилке и терморегулятору по такой схеме, чтобы можно было установить температуру на 255-265 градусов (это позволит полипропилену расплавиться).
Паяльник из газовой горелки
Случается, что ремонт полипропиленовых труб проводится в условиях отсутствия электричества. Для таких работ можно сделать паяльник из газовой горелки, которому не нужна электросеть.
Заранее подготавливают следующий перечень инструментов и расходников:
- шпильку стальную;
- хомут и болты М8;
- насадки для паяльника;
- газовую горелку;
- отвертку и шестигранные головки;
- молоток;
- тиски;
- пассатижи.
 Паяльник для полипропиленовых труб из газовой горелки
Паяльник для полипропиленовых труб из газовой горелки
Стальную шпильку зажимают в тисках, один ее конец прогревают горелкой и загибают под углом в 90 градусов. После остывания нагревают вторую сторону шпильки и сгибают по типу петли.
Если впоследствии нужно будет поменять размер петли, можно еще раз дополнительно нагреть деталь. Держатель для паяльника готов.
Берут хомут, точнее, его часть с гайкой, фиксируют в тисках и делают из нее элемент в форме буквы U. Хомут прикручивают к Г-образной стороне держателя так, чтобы он находился в одной плоскости с петлей.

Рассоединяют парные насадки для паяльника, закрепляют на петле держателя. На сопло горелки надевают хомут, надежно прикрепляют его винтом.
Перед началом работы включают горелку, прогревают насадки до температуры плавления труб. Теплоемкости насадок обычно достаточно для проведения одной операции спаивания, затем их надо будет нагреть еще раз.
По мере достижения нужной температуры горелку выключают и паяют полипропилен. Швы получаются прочными, герметичными.
Важно! Когда насадки остынут, с них убирают остатки пластика, но осторожно, чтобы не повредить слой напыления.
С помощью самодельных паяльников можно провести множество сантехнических работ и самостоятельно сварить трубы отопления. Также мастеру будет доступен ремонт поврежденного участка системы своими силами без лишних затрат.
Как соединить полипропиленовые трубы – обзор проверенных способов стыковки
По сравнению с металлическими и металлопластиковыми трубами полипропиленовые аналоги дешевле, долговечнее и надежнее. Еще один важный аргумент в их пользу − простота соединения и герметика стыков, что позитивно отражается на жизнеспособности всей трубопроводной системы.

С какими деталями стыкуются изделия из полипропилена
Если вы не знаете, как соединить полипропиленовые трубы, наши разъяснения окажутся кстати. Данная разновидность труб востребована при подготовке магистралей водопровода, отопления и орошения. Из-за долговечной эксплуатации полипропиленовых труб в сети водоснабжения, а это примерно полвека, такой вид все чаще предпочитают в качестве замены изношенных линий. А также данные трубы превосходно комбинируются со вспомогательными элементами из стали и полиэтилена.
Все трубы из полипропилена, согласно сфере применения, классифицируются на виды:
- Обычные трубы для монтажа трубопроводов с холодной водой (PN 10, 16).
- Универсальные толстостенные трубы для проведения отопительной системы, выдерживающие горячую воду с температурой +80ºC (PN 20).
- Композитные трубы, имеющие прослойку из металла или капрона, счищаемую при спайке. Применяются для монтажа системы отопления, где предельная температура горячей воды может достигать +95ºC (PN 25).

Соединения труб из полипропилена отличает отсутствие швов между составляющими трубопровода.
При их диаметре меньше 50 миллиметров можно воспользоваться всевозможными фитингами:
- муфтами для соединения участков одного поперечного размера;
- крестовинами для образования разветвлений;
- заглушками для герметизации концов трубы;
- переходниками для стыковки трубных изделий всевозможных диаметров;
- штуцерными фитингами для соединения труб с гибкими шлангами.

Если вы решили выполнить монтаж пропиленовых труб своими руками, то, в первую очередь, нужно купить или взять в аренду особый паяльник с насадками.
В придачу к нему потребуются:
- ножницы для труб из пластика;
- рулетка, маркер для разметочных работ;
- зачистка для трубных поверхностей.
Сваривание труб
Стыковка составляющих трубопроводной магистрали заключается в их обязательном нагревании и оперативном соединении частей. Для сварки труб используют бытовые аппараты мощностью до киловатта, которой вполне достаточно для оперативного и безупречного разогрева материала. В промышленном производстве применяют более сильные и дорогостоящие приборы. Покупая для этих целей специальный паяльник, вы дополнительно получаете насадки к трубам всевозможных диаметров. Трубу из полипропилена нужно прогревать снаружи, а фитинги − изнутри.

Как пользоваться паяльником? Во-первых, его нужно подключить к электросети и установить требуемую для разогрева температуру, которая зависит от величины поперечных сечений подлежащих свариванию пластиковых труб. Средняя температура варьирует от +250̊ до +270̊C.
Во-вторых, необходимо обязательно надеть защитные перчатки во избежание ожогов даже при малейшем касании к раскаленным деталям. При сваривании труб в домашних условиях важно соблюдать осторожность и основные требования техники безопасности. Читайте также: “Какое соединение полипропиленовых труб надёжнее – виды и особенности стыковки”.
Спаивание труб
Рассмотрим соединение труб методом спаивания:
- С помощью ножовки или острых ножниц, не деформирующих пластик, отрезать трубы под углом 90̊. Если вы не знаете, как отрезать трубу под углом, нужно прочесть дополнительную информацию.
- При наличии на торце заусениц тщательно их счистить.
- Разметить глубину спайки, т.е. отмерить на трубе участок определенной длины для вхождения в муфту или тройник и нарисовать маркером риску. Помнить, что длина погружения в соединяющий элемент находится в прямой зависимости от диаметра изделий. Чем крупнее трубы, тем глубина спаивания должна быть больше.
Алгоритм действий немного изменится, если трубы армированные. Тогда перед процессом спаивания нужно обработать верхний слой трубного изделия, включающий фольгу из алюминия, волокно из базальта или капрона. С помощью специального инструмента легко удалится необходимая величина слоя. Нужно обратить особое внимание на тщательность снятия фольги. Даже незначительные ее излишки на трубе негативно отразятся на герметичности спайки.

Дальнейшие действия процесса спаивания:
- Установить на гладкую и надежную поверхность паяльник с насадками, которые заранее подобраны согласно диаметру труб.
- Одновременно на раскаленную насадку с двух сторон насаживают трубу и фитинг, продвигая до нанесенной маркером разметки.
- Разогреть пластик, выдержав определенное время, которое зависит от диаметрального размера труб. Например, если величина поперечного сечения изделия составляет 20 мм, то для разогрева достаточно 6 сек; если 32 мм – 8 сек.
- Затем элементы снимают с насадки и обеспечивают прочную фиксацию друг в друга. Ни в коем разе не производить поворотных движений.
- Чтобы обеспечить прочное сцепление стыка, нужно выдержать 4-10 сек. Этого времени будет достаточно для качественного застывания полипропилена и получения неразъемного соединения.
Обратите внимание, что очень важно соблюсти необходимое время нагрева. Если разогрев недостаточный, могут образоваться протечки. Излишний перегрев приведет к запаиванию пространства внутри трубы и возникновению оплыва. Не стоит его тут же удалять, т.к. разогретый пластик начнет деформироваться еще больше. Лучше подождать, пока изделие окончательно остынет, а потом удалить излишки.
Наши советы
Прежде чем приступить к процессу спаивания труб, лучше выполнить парочку тренировочных стыков. Проще работать с небольшими соединениями, установив аппарат для сварки прямо на столе. Так можно проверить, насколько правильно выполняется спайка труб.
А вот присоединять элементы к частично готовому трубопроводу будет сложнее:
- На трубу из полипропилена надеть насадку паяльника, в другую часть вставить тройник, держа сварочный аппарат на весу.
- При подготовке магистрального водопровода обязательно чередование последующих соединений. На труднодоступных участках лучше избегать стыковочных работ из-за сложности пользования паяльником.
- Материал должен быть сухим и чистым, потому что присутствие грязи и воды снизит качество стыка. Известно, что материал, если он мокрый, может деформироваться при нагревании.
- Все изделия (трубы, фитинги) приобретать от одного изготовителя, потому что химический состав элементов от разных производителей может отличаться, что в конечном итоге приведет к негерметичному соединению.
- Температурный режим в помещении, где ведутся работы с полипропиленом, должен быть оптимальным и не ниже +5̊C.
Соединение труб методом обжима
Нередко для ремонта потребуется разборка трубопровода. Если соединение составляющих магистрали выполнено методом спайки, что надежно и долговечно, то разобрать его практически нереально. Давайте рассмотрим, как соединить полипропиленовые трубы без паяльника, который не всегда можно купить либо арендовать у знакомых. В данном случае потребуются резьбовые фитинги с прижимным кольцом, которые получили название − цанговые (обжимные). И не зря, ведь такого рода соединение выдерживает нагрузку до 16 атмосфер.
Чтобы методом обжима состыковать между собой составляющие трубопровода, будут нужны дополнительные детали:
- тройники;
- паечные и комбинированные муфты с внутренней и наружной резьбой;
- угольники;
- переходники с наружной резьбой;
- заглушки;
- шаровые краны;
- тройники с накидной гайкой;
- всевозможные фитинги с резьбой;
- уплотнительные кольца для раструбного соединения полипропиленовых труб и др.

Нужно обратить внимание на один нюанс, что для обеспечения надежной герметичности все уплотнители и места соединения щедро обрабатываются силиконом.
- Отрезать часть полипропиленовой трубы.
- Надежно вставить ее в фитинг.
- Обмотать резьбу детали нитью для герметизации.
- Натянуть сверху обжимное кольцо, гайку.
- Обжимным ключом, о котором нужно позаботиться заранее, выполнить полное затягивание элементов трубы.
По сравнению со свариванием, на этот метод уходит намного больше времени, но он очень удобный при соединении полипропиленовых труб и радиаторов.
Стыковочная комбинация металла и полипропилена
При установке водопроводной и системы отопления встречаются места, где обязательно соединение труб из стали и пластика. Для таких случаев потребуются специальные переходники-фитинги, у которых с одной стороны присутствует гладкое отверстие для трубы из пластика, а с другой − вставка с резьбой из металла. Поэтому полипропиленовая труба стыкуется методом сваривания, а стальная − затягивается обжимным ключом. В результате, полученное соединение по прочности уступает сварному, но все равно прослужит много лет.

Обратите внимание, что по завершению установочных работ обязательно проведение пробного запуска воды в системе. Так можно проверить герметичность мест стыков труб и составляющих трубопровода. Возможно протекание резьбовых соединений, которые необходимо сразу же подтянуть ключом.
Как видим, можно провести самостоятельный монтаж водопроводной или отопительной системы из полипропиленовых труб. Главное − безукоризненно соблюдать требования инструкции по применению аппарата для сварки и технологию установочных работ. Очень полезным будет просмотр видео на эту тему.
Соединение полиэтилена и полипропилена
Такой вариант магистрали предусматривает приобретение специальных фитингов. Они понадобятся в случае, если вода в постройку поступает по трубам из ПНД, а в дальнейшем разводится с помощью полипропиленовых труб. В таких случаях достаточно часто выполняется пайка труб ПНД паяльником для полипропилена, что вполне допустимо.
Рассмотрим два случая, как соединять полипропиленовые трубы без сварки с полиэтиленовыми:
- К изделию из ПНД крепится муфта с резьбой, с одной стороны которой располагается соединение зажима. На конец полипропиленовой трубы также монтируется подобная резьбовая муфта, с одного края которой находится паечный стык, с противоположного − резьбовой. Чтобы избежать течи и добиться качественной стыковки, на резьбу накладывается пакля или ФУМ-лента.
- С применением фланцевого соединения. Уплотнитель из резины располагается между фланцами, которые между собой стыкуются болтами. Читайте также: “Виды соединений труб без сварки – какие бывают, плюсы и минусы”.
Как правильно паять полипропиленовые трубы своими руками
Полипропиленовые трубопроводы уже настолько стали привычны в современном жилье, как те же пластиковые окна или конструкции из гипсокартона. Конечно, существуют и другие популярные материалы для монтажа квартирных водопроводов или систем автономного отопления, например медные или металлопластиковые, тем не менее пальма первенства все же за полипропиленом (ПП).
И это не случайно, ведь пайка полипропиленовых труб – занятие, которое способен освоить любой, кто не боится работать своими руками, проявляя при этом терпение и аккуратность. В результате домашний мастер получает обновленную систему коммуникаций в своей квартире, а также экономит немалую сумму денег на привлечении сторонних специалистов.
Подготавливаем материал и инструмент
Материал
Несмотря на то, что рынок переполнен предложениями полимерной сантехнической продукции полипропиленовые трубы разных производителей имеют схожую техническую маркировку.
Интересующие нас основные показатели – это структура материала и параметры максимального рабочего давления (PN, атм.) трубы (Таблица 1):
| Обозначение | Значение |
|---|---|
| PPR PN 10 | гомогенная, для ХВС |
| PPR PN 16 | гомогенная, для ХВС высокого давления или низкотемпературного отопления |
| PPR PN 20 | гомогенная, для ХВС и ГВС |
| PPR-Al-PPR PN 25 | с внешним алюминиевым армированием, для ХВС, ГВС, отопления |
| PPR-Gf-PPR PN 20 | со стекловолоконным армированием, для ХВС, ГВС, отопления |
| PERT-Al-PPR PN 25 | внутреннее армирование алюминием, для ХВС, ГВС, отопления |
Инструмент
Первое и самое главное средство производства коммуникаций из полимера ПП – это аппарат для сварки полипропиленовых труб, т.е. специальный паяльник. Он позволяет сращивать элементы (фитинги, трубы, фасонные детали) из термопластичного полимера. При соблюдении правил пайки соединения получаются гомогенными (однородными), ничем ни отличаясь по структуре от самого монтируемого материала.
Для трубопроводов небольших диаметров (до 63 мм) можно использовать паяльники муфтовой (раструбной) пайки. Аппараты стыковой сварки уже способны соединять трубы Ø 300 мм и более.
На заметку. Выбирая модель инструмента для монтажа квартирной разводки и стояков, можно ограничиться недорогими изделиями, способными работать в размерном ряду до Ø 40 мм.
В свою очередь они производятся двух типов – с плоской нагревательной частью и с цилиндрической. Плоские паяльники часто предлагаются в бюджетном исполнении и вполне подходят для разовых работ. Более дорогие модели с цилиндрическими нагревателями востребованы у профессионалов, так как они позволяют выполнять монтаж в труднодоступных местах (смотрите рисунок ниже).

1. Паяльник с плоским нагревателем.
2. Паяльник с цилиндрическим нагревателем.
На паяльник для полипропиленовых труб закрепляются парные насадки-матрицы, соответствующие диаметрам обрабатываемых материалов. Одна из насадок предназначена для прогрева внутренних поверхностей полимерных деталей, а вторая для внешних.
Полимерный сантехнический материал подготавливают к сварке с помощью трубореза, торцевателя-фаскоснимателя или шейвера (шабера).

Шейвер для зачистки труб из полипропилена с внешним армированием.
Труборез (ножницы) помогает быстро и качественно приводить длину трубных отрезков к требуемым величинам. Использование ножовки не рекомендуется, так как она оставляет рваные края и большое количество опилок.
На заметку. Торцеватели и шаберы могут быть рассчитаны на вращение руками или посредством дрели. Механизированный вариант подойдет для работы с большими объемами, но требует некоторых навыков от исполнителя.
Кроме того, полифузная сварка полипропиленовых труб не обходится без стандартного монтажного набора сантехника, состоящего из слесарных ключей, перфоратора, отверток, рулетки, карандаша и т.д. А работая с паяльником в тканевых перчатках, вы убережете руки от многочисленных ожогов, которые неизбежны при контакте кожи с разогретым инструментом.
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов. Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным. Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве. Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену. Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.
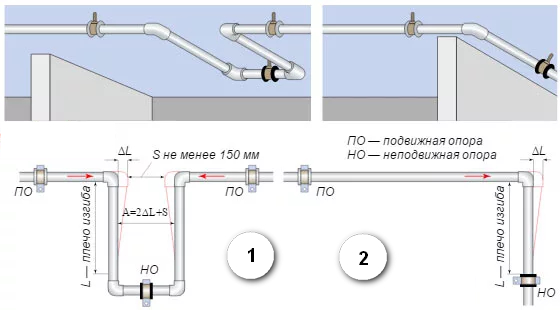
При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Важно! Отсутствие температурной компенсации приводит к значительным синусоидальным изменениям геометрии трубопроводов. Результатом могут быть вырванные крепления при отрытой прокладке, оторванная от стены плитка или штукатурка при скрытом монтаже.
Соблюдайте правила крепления инженерной конструкции
Надежная фиксация для коммуникаций из полимеров имеет еще большее значение, чем для их стальных аналогов. Шаг установки и тип опор зависят от диаметра полипропиленовых труб, а также от температуры, транспортируемой по ним жидкости. Нарушение правил крепления может приводить к провисанию трубопроводов, особенно горячих, их «подпрыгиванию» и стукам под действием пульсации давления.
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Следует знать, что запорная и регулирующая арматура в системах с номинальным диаметром 40 мм обязательно закрепляется жестко. При меньших диаметрах крепления также желательны, чтобы исключить передачу нагрузок от использования сантехнических устройств на трубы.
Работа с аппаратом для сварки полипропиленовых труб
Хотя процесс монтажа водопровода из полипропиленовых труб своими руками не относится к космическим технологиям, все же нарушение некоторых его правил может доставить серьезные неприятности. Сложности могут возникнуть как на этапе сборки, так и уже после ввода коммуникаций в эксплуатацию.
Например, при слишком сильном вдавливании трубы в раструб фитинга, происходит завальцовка условного прохода водопровода. Это приводит к значительным гидравлическим потерям на бракованном участке или к полному прекращению тока жидкости. Если же не соблюдать температурные режимы пайки, то на холодном соединении не будет полноценной диффузии молекул полимера между сращиваемыми поверхностями, а на перегретом произойдет деградация формы и химической структуры материала деталей.

Заужение условного прохода трубы в следствии перегрева соединяемых деталей.
Поэтому, перед тем как паять полипропиленовые трубы, внимательно изучите инструкцию к сварочному аппарату. В ней указаны многие полезные практические нюансы монтажа.
К примеру, средняя таблица временных паечных режимов для ходовых типоразмеров элементов квартирного водопровода выглядит так (Таблица 3):
| Стандартный трубный диаметр | Минимальное время разогрева материала на насадке матрице, с | Время на соединение деталей, с | Время удержания деталей для охлаждения стыка, с |
|---|---|---|---|
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Важно! Временные интервалы указаны из расчета температуры паяльника для полипропиленовых труб, установленной на уровне 255-265°С (не более 270°С). Они могут корректироваться в зависимости от температуры воздуха в рабочей зоне. Например, при +5°С продолжительность нагрева полипропиленовой трубы и её фитингов следует увеличить на 50%.
Для сварки пропиленовых труб большого диаметра (от 40 мм) уже может применяться профессиональное оборудование. В нем заготовки центруются, отводятся/подводятся и прижимаются с нормируемым усилием. Подобные станки для пайки полипропиленовых труб содержат специальные зажимы, электрические и гидравлические приводы, что снижает влияние человеческого фактора на соблюдении технологии процесса. Напротив, монтируя трубопроводы небольших диаметров при помощи простых паяльников следует больше уделять внимание правильности ручной центровки, глубине и усилию посадки, а также времени нагрева деталей.
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов.
- На аппарате для сварки полипропиленовых труб устанавливаем насадки-матрицы с диаметрами соответствующими решаемым задачам. Выставляем регулятор в температуры в требуемое положение и включаем аппарат. Ожидаем 2-3 срабатываний термореле, чтобы насадки успели хорошо прогреться. Первый паечный стык лучше опробовать на специально запасенных фитингах, так как возможно потребуется корректировка температуры нагрева инструмента.
- Нарезаем трубные заготовки непосредственно под каждое их соединение. Не следует делать это заранее для всех участков системы, даже имея на руках тщательно продуманную схему с точными промерами. На практике при прокладке пластиковых водопроводных труб всегда приходится корректировать длину отдельных элементов.
- Работа с ПП-материалами от разных производителей происходит, в общем, одинаково. Может лишь потребоваться некоторая корректировка температуры пайки полипропиленовых труб из-за незначительных отличий в их тугоплавкости. Армированная алюминием продукция подлежит зачистке: шайвером от внешнего покрытия, торцевателем от внутреннего. Для улучшения качества сварного шва рекомендуется использование фаскоснимателя. Он может быть дополнительным инструментом либо совмещенным с шайвером или торцевателем.
- Следует очистить трубы на ширину сварочного пояса. Его величину можно определить по размеру рабочей части насадки матрицы или замерив посадочную глубину внутри муфтовых частей фитингов. Для очистки можно использовать чистую сухую ветошь. Дополнительное обезжиривание (спиртом, изопропанолом, специальными растворителями) позволит гарантированно получить гомогенное соединение без жировых или грязевых включений. Кроме того, обезжиривание мест под сварочный пояс позволит дольше уберечь насадки от нагара.
- Опираясь на рекомендации таблицы времени сварки (Таблица 3), труба и муфта разогреваются на насадках-матрицах. Слегка проворачивая, аккуратно снимаем детали и без задержек вставляем одну в другую. В процессе соединения полипропиленовых труб их уже не следует проворачивать. Это может вызвать неравномерное распределение пластмассы в зоне сварочного пояса, что чревато нарушением его целостности.
Испытания
Закончив монтаж системы – надежно закрепив все её элементы, подключив сантехнические приборы или установив временные заглушки, приступаем к гидравлическим испытаниям. Строительные нормы требуют осуществлять их давлением в 1,5 раза выше максимального рабочего. В бытовой практике систему сначала хорошенько продувают напором воды, а затем, перекрыв сброс, внимательно обследуют все соединения. Контролировать наличие протечек желательно не менее 15-30 минут.
Важно! Гидравлические испытания трубопроводов из полипропилена следует осуществлять не просто после полного остывания последнего сварного шва, а согласно рекомендациям производителя материала через 1-2 часа. За это время завершается формирование качественной молекулярной структуры полимерных связей.
Держите инструмент в чистоте
Эта избитая истина особенно касается ухода за насадками-матрицами паяльника для полипропиленовых труб. Скапливающийся нагар может оставаться вкраплениями в области сварочного пояса, нарушая герметичность соединения. Поэтому его следует регулярно удалять. Очистку удобно осуществлять на разогретом инструменте, протерев насадки грубой х/б тканью. Нельзя применять для этого металлические предметы или наждачную бумагу, так как будет повреждено противопригарное тефлоновое покрытие, что только усугубит в дальнейшем прилипание пластмассы.
Паяльник для полипропиленовых труб своими руками

Как сделать паяльник для полипропиленовых труб
На самом деле, даже если ваш старый аппарат для сварки полипропиленовых труб вышел из строя, и не подлежит ремонту, выход из ситуации есть. В любом случае, у вас должны были остаться насадки для паяльника с тефлоновым покрытием. Так вот, используя их, можно легко сделать паяльник для полипропиленовых труб своими руками.
О том, как, и из чего его можно сделать, будет рассказано в этой статье строительного журнала samastroyka.ru .
Что нужно для того, чтобы сделать паяльник для пластиковых труб
Чтобы сделать паяльник для полипропиленовых труб своими руками понадобится:
- Небольшая газовая горелка. Я использовал горелку «Topex». Нужно сказать, что это очень удобная в работе горелка с пьезоподжигом;
- Кусок металлической трубы. Очень важно, чтобы труба по своему диаметру плотно налезала на сопло горелки и не болталась на нем. Если используется труба большего диаметра, то можно подложить что-то для уплотнения, но только из негорючих материалов;
- Насадки от старого паяльника.

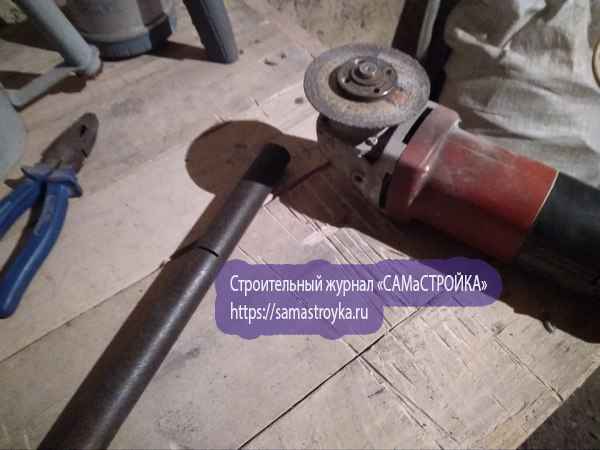
Из инструментов потребуется болгарка, дрель, сверло по металлу подходящего диаметра (под болты насадок). Сам процесс изготовления паяльника для труб рассмотрен ниже.
Как сделать паяльник для полипропиленовых труб своими руками
В первую очередь нужно обрезать кусок металлической трубы, на которую будут надеваться насадки паяльника. Я обрезал кусок трубы длиной около 20 см. Важно, как было сказано ранее, труба должна плотно сидеть на горелке, а иначе работать с таким приспособлением будет очень затруднительно.
Также, не забывайте в процессе резки металла пользоваться индивидуальными средствами защиты. В данном случае речь идёт про очки для защиты глаз. Окалина, очень страшная вещь, и когда окулист будет ковыряться в глазах иголкой, можно сто раз пожалеть о том, что не надел перед использованием болгарки, защитные очки. Я после трёх окалин, теперь всегда надеваю очки, и вам, советую.

Затем, после того как труба разрезана, ближе к краю, отступив 5 см, следует просверлить сквозное отверстие.
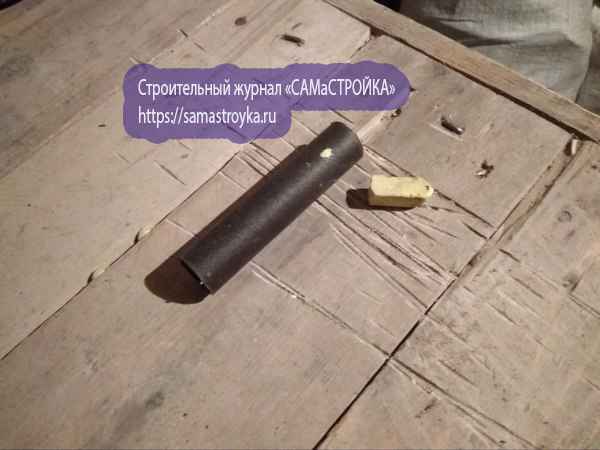
Его диаметр должен быть чуть больше болтов от насадок, чтобы те нормально проходили через отверстие. Кстати, если болты от старых насадок паяльника коротковатые, то придётся подобрать такие же самые по диаметру, но только большей длины. Думаю с этим проблем возникнуть абсолютно никаких не должно.

На этом, изготовление паяльника для сварки полипропиленовых труб, практически завершено, остаётся продеть болт и накрутить насадки.

Самодельный аппарат для сварки труб очень удобный в работе, но он имеет и некоторые недостатки.
В чем минусы самодельного паяльника для труб
Во-первых, используя самодельный аппарат для сварки полипропиленовых труб, невозможно контролировать температуру нагрева пластика.

Если вы уже давно паяете трубы, то тогда вам ничего не страшно, а вот новичкам, пользоваться данным приспособлением будет достаточно сложно.

Ну и напоследок, из чего ещё можно сделать паяльник для пластиковых труб. Для этих целей получится приспособить строительный фен, например WBR HL-2000 или паяльную лампу, если нужно сваривать трубы диаметром 63 мм.
Для пайки труб больших диаметров, нужно выдерживать достаточно много времени, чтобы разогреть пластик, поэтому можно воспользоваться вышеперечисленными средствами.

При этом не забывайте о том, что вы имеете дело с открытым пламенем. Меры предосторожности здесь должны быть максимально возможными, чтобы сохранить как своё здоровье, так и здоровье окружающих вас людей.
Съемники подшипников

Найдено 1515 товаров
Категория
- 20
- 40
- 80



Упаковкой выгоднее!
Цена за упаковку 2 шт.: 776 р.
Цена за ед. товара: 388 р. 495 р.

Упаковкой выгоднее!
Цена за упаковку 2 шт.: 1 842 р.
Цена за ед. товара: 921 р. 996 р.




Упаковкой выгоднее!
Цена за упаковку 2 шт.: 1 720 р.
Цена за ед. товара: 860 р. 929 р.

Упаковкой выгоднее!
Цена за упаковку 2 шт.: 790 р.
Цена за ед. товара: 395 р. 434 р.


Упаковкой выгоднее!
Цена за упаковку 2 шт.: 1 120 р.
Цена за ед. товара: 560 р. 722 р.

Упаковкой выгоднее!
Цена за упаковку 2 шт.: 1 860 р.
Цена за ед. товара: 930 р. 1039 р.




Упаковкой выгоднее!
Цена за упаковку 2 шт.: 1 446 р.
Цена за ед. товара: 723 р. 834 р.




При ремонте и обслуживании автомобиля для демонтажа таких деталей как подшипники, муфты, шкивы, шестерни и других элементов, посаженных с натягом, используют съемник подшипников. Этот инструмент позволяет аккуратно демонтировать узлы, не повредив их.
Устройство и принцип работы
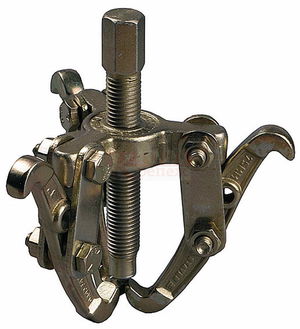
Самый простой съемник подшипников ступицы представляет собой приспособление, состоящее из металлического стержня и присоединенных к нему двух лап захвата с загнутыми внутрь концами. Благодаря подвижному соединению, легко менять расстояние захвата. С помощью этих лап можно зафиксировать и снять шарикоподшипники, шестерни или кольца. У инструмента с тремя лапами захвата больше возможностей, так как лапы можно разворачивать и использовать для снятия внутренних элементов. Такое приспособление еще называют съемник внутренних подшипников. Наиболее универсальным является комбинированный выпрессовщик, который из трехлапого может трансформироваться в двухлапый. В его конструкции есть специальные хомуты, которые облегчают снятие поврежденных элементов.
Технические характеристики
Тип привода. По принципу приведения в действие различают: механический съемник внутренних подшипников (работает от усилия рук пользователя, поэтому предназначен для работы с не очень тугими соединениями) и гидравлический съемник ступичных подшипников (оснащен гидроприводом, который значительно облегчает усилие и позволяет откручивать прикипевшие элементы).
Рабочий диапазон. Указывается двумя значениями: максимальной ширины и глубины рабочего пространства. Чем выше значения по этим параметрам имеет съемник подшипника передней ступицы, тем он функциональнее. У разных моделей рабочий диапазон может составлять, к примеру, 185/225 мм, 290/380 мм и т.д.
В нашем интернет-магазине представлены механические, гидравлические и универсальные съемники подшипников. Чтобы купить съемник ступичных подшипников или другой нужный инструмент, оформите заказ через сайт или по телефону.
Съемники подшипников: механические и гидравлические
 Во время ремонтных работ с автомобилем часто требуется демонтировать подшипники, шкивы, шестерни, муфты и прочие посаженные с натягом элементы. С этой целью применяют специальные съемники подшипников. С их помощью можно аккуратно снять узлы и не повредить их.
Во время ремонтных работ с автомобилем часто требуется демонтировать подшипники, шкивы, шестерни, муфты и прочие посаженные с натягом элементы. С этой целью применяют специальные съемники подшипников. С их помощью можно аккуратно снять узлы и не повредить их.
- Назначение и особенности приспособления
- Технические характеристики
- Механические съемники подшипников
- Гидравлические съемники
- Как работать с гидравлическим прибором
- Стоимость
Назначение и особенности приспособления
Если в области автомобильных колес появился смущающий вас гул или шум, то это свидетельствует о том, что подшипник ступицы сломался. Ремонт или замену этого узла откладывать не рекомендуется. Если вы не являетесь специалистом в данной области, то как можно скорее обратитесь в ближайшее СТО, где машину осмотрят и проведут консультацию.
Однако далеко не всегда можно воспользоваться услугами профессионалов, в некоторых случаях приходится действовать самому. Одной из сложнейших ремонтных операция является демонтаж подшипников. Для этого требуются специальные инструменты.
Наиболее примитивный съемник подшипников ступицы — это предмет, состоящих из таких элементов:
- металлического стержня;
- лап захвата (2 штуки) с концами, загнутыми внутрь.
Приспособление имеет подвижное соединение и расстояние захвата можно с легкостью менять. Посредством лап можно снимать и фиксировать следующее:
- кольца;
- шарикоподшипники;
- шестерни.
 Если инструмент имеет три лапы захвата, то возможностей у него больше, поскольку лапы можно разворачивать и применять с целью снятия внутренних элементов. Его называют съемником внутренних подшипников.
Если инструмент имеет три лапы захвата, то возможностей у него больше, поскольку лапы можно разворачивать и применять с целью снятия внутренних элементов. Его называют съемником внутренних подшипников.
Самым универсальным приспособлением является комбинированный выпрессовщик, обладающий свойствами как двухлапого, так и трехлапового инструмента. Его конструкция предусматривает наличие специальных хомутов, посредством которых можно легко снять поврежденные частицы.
Монтаж и демонтаж подшипников требует приложить ручное стягивающее усилие, чтобы посадить или снять тот или иной элемент. От того, насколько правильного вы подберете инструмент, зависит успешность работы, а также собственная безопасность.
Технические характеристики
Данные инструменты отличаются по разным параметрам. Так, по принципу приведения в действие они бывают следующими:
- съемник внутренних подшипников механического типа — он работает посредством ручного усилия и предназначается для работы с не особо тугими соединениями;
- съёмник подшипников гидравлический — используется для ступичных приспособлений и имеет гидропривод, помогающий откручивать прикипевшие частицы и облегчить усилия оператора.
Имеют разные приборы и разный рабочий диапазон. На них имеется два значения:
- предельная ширина рабочего пространства;
- максимальная длина.
Чем больше эти показатели у инструмента передней ступицы, тем он лучше. Рабочий диапазон может быть разным, например, 185/225 мм или же 290/380 мм и не только.
Механические съемники подшипников
Съемники механического типа бывают таких видов:
- внутренними;
- двухзахватными;
- трехзахватными.
 Двухзахватные инструменты — это надежные и простые конструкции, сделанные на основе высокопрочных сплавов, посредством ковки. Также обеспечивается достойный контроль над всем процессом работы.
Двухзахватные инструменты — это надежные и простые конструкции, сделанные на основе высокопрочных сплавов, посредством ковки. Также обеспечивается достойный контроль над всем процессом работы.
Их применяют в качестве съемников ступичных подшипников. Некоторые модификации сконструированы под 1 диаметр. Они более надежные, поскольку имеют монолитную конструкцию. Но универсальные съемники — наиболее распространены, и их можно настроить под любой диаметр. Но такой вариант имеет незначительный люфт при выполнении стягивающего усилия.
Трехзахватные варианты — более совершенные в конструктивном плане и имеют три лапы захвата. Их изготавливают на основе твердосплавной инструментальной стали посредством ковки. Их применяют в качестве съемников подшипника на передней ступице. Надежная система захвата позволяет также использовать их и в качестве съемников подшипников генератора.
Обязательно учитывайте при выборе инструмента качество сборки его составляющих. В частности, не должно быть неестественного люфта, а зацепки могут быть сделаны под углом к основанию, чтобы правильно зафиксировать съемник на валу.
С помощью внутренних съемников снимают шариковые или игольчатые роликовые подшипники, а также латунные муфты разных валов, коленчатые в частности. А еще подобные съемники нужны для демонтажа втулок и подшипников с плотной посадкой.
Есть еще один вид данного инструмента — специальный, который используется для выпрессовки подшипников разных автомобильных приборов:
- генератор;
- мотор;
- цилиндры и не только.
Данные приборы изготавливаются под определенные диаметры и размеры, только это обеспечивает надежную их работу.
Гидравлические съемники
 Гидравлический способ монтажа или демонтажа предусматривает применение специальных инструментов для посадки или полуавтоматического снятия подшипниковых элементов. Здесь используется гидравлическая тяга.
Гидравлический способ монтажа или демонтажа предусматривает применение специальных инструментов для посадки или полуавтоматического снятия подшипниковых элементов. Здесь используется гидравлическая тяга.
Гидравлический съемник — это такая гайка, ее внутренняя полость давит на специальный поршень, он передает усилия на деталь, которую снимают или устанавливают. С помощью такого съемника можно снимать подшипники ступицы колес автомобилей разных марок. А еще его применяют в качестве съемника для шкивов.
Гидравлические съемники используются для монтажа и демонтажа подшипников грузовых и крупногабаритных автомобилей. Внутренние их части достаточно массивны, а человеческие силы ограничены.
Как работать с гидравлическим прибором
Чтобы подготовить съемник к работе, нужно сделать следующее:
- проверяем все его детали на исправность. Если есть трещины, деформации или признаки сильного износа, использовать его нельзя;
- предельно точно оцените осевое усилие для снятия детали с вала. Если усилия гидроцилиндра будет мало, его применять нельзя, выберите вариант, максимально подходящий для этого;
- рабочая температура должна составлять до 45 градусов.
Затем приступаем непосредственно к самой работе:
 накиньте лапы-захваты на снимаемую деталь. Винтите гидроцилиндр съемника в гайку с лапами, чтобы конец штока уперся в вал с деталью. Коническая насадка на штоке должна войти в центровочное отверстие вала;
накиньте лапы-захваты на снимаемую деталь. Винтите гидроцилиндр съемника в гайку с лапами, чтобы конец штока уперся в вал с деталью. Коническая насадка на штоке должна войти в центровочное отверстие вала;- винт сброса давления заворачиваем до упора;
- рукояткой нагнетаем в гидроцилиндр масло из бака, а шток должен упереться в торец вала, деталь при этом будет двигаться. При съеме детали нужно следить за положением рабочих площадок лап относительно нее, чтобы они не сорвались;
- в зависимости от модели инструмента ход штока должен составлять 50−70 мм.
 накиньте лапы-захваты на снимаемую деталь. Винтите гидроцилиндр съемника в гайку с лапами, чтобы конец штока уперся в вал с деталью. Коническая насадка на штоке должна войти в центровочное отверстие вала;
накиньте лапы-захваты на снимаемую деталь. Винтите гидроцилиндр съемника в гайку с лапами, чтобы конец штока уперся в вал с деталью. Коническая насадка на штоке должна войти в центровочное отверстие вала; Многие интересуются тем, как правильно обслуживать инструмент и существуют ли какие-то гарантии на него от продавцов и поставщиков.
Многие интересуются тем, как правильно обслуживать инструмент и существуют ли какие-то гарантии на него от продавцов и поставщиков.
Так, гидравлическое масло со временем свои свойства будет терять и загрязнится. Во время работы, возможно, потребуется долить масло или целиком его заменить. Масло доливают непосредственно в резиновую емкость бака, размещенную под стальным кожухом. Чтобы в съемнике заменить масло, стальной кожух нужно снять, затем масло сливается, но шток при этом выдвигать нельзя. Рабочей жидкостью является специальное гидравлическое масло.
Категорически нельзя допускать попадания воды на инструмент, а его детали нужно вовремя смазывать.
Что касается гарантий, то поставщики предоставляют ее на срок в течение 12 месяцев с момента приобретения, но только при условии, если потребитель соблюдает правила применения устройства, изложенные в руководстве к нему.
Все претензии поставщики принимают только при наличии руководства по эксплуатации, а также при отметки о дате приобретения и штампом компании, осуществившей продажу.
Подобные обязательства по гарантии не распространяются на инструменты с механическими повреждениями, которые были спровоцированы неправильным применением, а также попытками отремонтировать их самостоятельно, а также в случае отсутствия масла в баке либо же если масло в баке не соответствует рекомендуемому производителем.
Качество продукции должно контролироваться. Каждый инструмент должен проходить ряд специальных технических испытаний. Особенно если речь идет о продукции гидравлического типа. Такие съемники могут развивать усилие от 15 тонн и более. Производство их контролируется посредством специальных приборов, которые проводят спектральные и ультразвуковые анализы.
Стоимость
 Приобрести специальные съемники для подшипников можно в магазинах автотоваров, а также в интернете. Цены при этом могут быть вполне приемлемыми. Также устройство можно приобрести непосредственно на СТО, если такая продажа у них налажена.
Приобрести специальные съемники для подшипников можно в магазинах автотоваров, а также в интернете. Цены при этом могут быть вполне приемлемыми. Также устройство можно приобрести непосредственно на СТО, если такая продажа у них налажена.
Стоимость зависит как от технических характеристик и марки модели, так и от вида съемника.
Так, двухзахватные механические модели в зависимости от модификации и марки обойдутся покупателям от 5 долларов за одну штуку. А трехзахватные инструменты будут стоить от 10 долларов и выше.
Гидравлические варианты стоят дороже. В зависимости от разных факторов их стоимость составляет от 100 до 1000 долларов за штуку.
Рассмотренные выше устройства имеют разную модификацию и тип в зависимости от того, как планируется их использовать. Для большинства автовладельцев такой инструмент просто незаменим.
Съемники подшипников: механические и гидравлические
Во время ремонтных работ с автомобилем часто требуется демонтировать подшипники, шкивы, шестерни, муфты и прочие посаженные с натягом элементы. С этой целью применяют специальные съемники подшипников. С их помощью можно аккуратно снять узлы и не повредить их.
- Назначение и особенности приспособления
- Технические характеристики
- Механические съемники подшипников
- Гидравлические съемники
- Как работать с гидравлическим прибором
- Стоимость
Назначение и особенности приспособления
Если в области автомобильных колес появился смущающий вас гул или шум, то это свидетельствует о том, что подшипник ступицы сломался. Ремонт или замену этого узла откладывать не рекомендуется. Если вы не являетесь специалистом в данной области, то как можно скорее обратитесь в ближайшее СТО, где машину осмотрят и проведут консультацию.
Однако далеко не всегда можно воспользоваться услугами профессионалов, в некоторых случаях приходится действовать самому. Одной из сложнейших ремонтных операция является демонтаж подшипников. Для этого требуются специальные инструменты.
Наиболее примитивный съемник подшипников ступицы — это предмет, состоящих из таких элементов:
- металлического стержня;
- лап захвата (2 штуки) с концами, загнутыми внутрь.
Приспособление имеет подвижное соединение и расстояние захвата можно с легкостью менять. Посредством лап можно снимать и фиксировать следующее:
- кольца;
- шарикоподшипники;
- шестерни.
Если инструмент имеет три лапы захвата, то возможностей у него больше, поскольку лапы можно разворачивать и применять с целью снятия внутренних элементов. Его называют съемником внутренних подшипников.
Самым универсальным приспособлением является комбинированный выпрессовщик, обладающий свойствами как двухлапого, так и трехлапового инструмента. Его конструкция предусматривает наличие специальных хомутов, посредством которых можно легко снять поврежденные частицы.
Монтаж и демонтаж подшипников требует приложить ручное стягивающее усилие, чтобы посадить или снять тот или иной элемент. От того, насколько правильного вы подберете инструмент, зависит успешность работы, а также собственная безопасность.
Технические характеристики
Данные инструменты отличаются по разным параметрам. Так, по принципу приведения в действие они бывают следующими:
- съемник внутренних подшипников механического типа — он работает посредством ручного усилия и предназначается для работы с не особо тугими соединениями;
- съёмник подшипников гидравлический — используется для ступичных приспособлений и имеет гидропривод, помогающий откручивать прикипевшие частицы и облегчить усилия оператора.
Имеют разные приборы и разный рабочий диапазон. На них имеется два значения:
- предельная ширина рабочего пространства;
- максимальная длина.
Чем больше эти показатели у инструмента передней ступицы, тем он лучше. Рабочий диапазон может быть разным, например, 185/225 мм или же 290/380 мм и не только.
Механические съемники подшипников
Съемники механического типа бывают таких видов:
- внутренними;
- двухзахватными;
- трехзахватными.
Двухзахватные инструменты — это надежные и простые конструкции, сделанные на основе высокопрочных сплавов, посредством ковки. Также обеспечивается достойный контроль над всем процессом работы.
Их применяют в качестве съемников ступичных подшипников. Некоторые модификации сконструированы под 1 диаметр. Они более надежные, поскольку имеют монолитную конструкцию. Но универсальные съемники — наиболее распространены, и их можно настроить под любой диаметр. Но такой вариант имеет незначительный люфт при выполнении стягивающего усилия.
Трехзахватные варианты — более совершенные в конструктивном плане и имеют три лапы захвата. Их изготавливают на основе твердосплавной инструментальной стали посредством ковки. Их применяют в качестве съемников подшипника на передней ступице. Надежная система захвата позволяет также использовать их и в качестве съемников подшипников генератора.
Обязательно учитывайте при выборе инструмента качество сборки его составляющих. В частности, не должно быть неестественного люфта, а зацепки могут быть сделаны под углом к основанию, чтобы правильно зафиксировать съемник на валу.
С помощью внутренних съемников снимают шариковые или игольчатые роликовые подшипники, а также латунные муфты разных валов, коленчатые в частности. А еще подобные съемники нужны для демонтажа втулок и подшипников с плотной посадкой.
Есть еще один вид данного инструмента — специальный, который используется для выпрессовки подшипников разных автомобильных приборов:
- генератор;
- мотор;
- цилиндры и не только.
Данные приборы изготавливаются под определенные диаметры и размеры, только это обеспечивает надежную их работу.
Гидравлические съемники
Гидравлический способ монтажа или демонтажа предусматривает применение специальных инструментов для посадки или полуавтоматического снятия подшипниковых элементов. Здесь используется гидравлическая тяга.
Гидравлический съемник — это такая гайка, ее внутренняя полость давит на специальный поршень, он передает усилия на деталь, которую снимают или устанавливают. С помощью такого съемника можно снимать подшипники ступицы колес автомобилей разных марок. А еще его применяют в качестве съемника для шкивов.
Гидравлические съемники используются для монтажа и демонтажа подшипников грузовых и крупногабаритных автомобилей. Внутренние их части достаточно массивны, а человеческие силы ограничены.
Как работать с гидравлическим прибором
Чтобы подготовить съемник к работе, нужно сделать следующее:
- проверяем все его детали на исправность. Если есть трещины, деформации или признаки сильного износа, использовать его нельзя;
- предельно точно оцените осевое усилие для снятия детали с вала. Если усилия гидроцилиндра будет мало, его применять нельзя, выберите вариант, максимально подходящий для этого;
- рабочая температура должна составлять до 45 градусов.
Затем приступаем непосредственно к самой работе:
- накиньте лапы-захваты на снимаемую деталь. Винтите гидроцилиндр съемника в гайку с лапами, чтобы конец штока уперся в вал с деталью. Коническая насадка на штоке должна войти в центровочное отверстие вала;
- винт сброса давления заворачиваем до упора;
- рукояткой нагнетаем в гидроцилиндр масло из бака, а шток должен упереться в торец вала, деталь при этом будет двигаться. При съеме детали нужно следить за положением рабочих площадок лап относительно нее, чтобы они не сорвались;
- в зависимости от модели инструмента ход штока должен составлять 50−70 мм.
Многие интересуются тем, как правильно обслуживать инструмент и существуют ли какие-то гарантии на него от продавцов и поставщиков.
Так, гидравлическое масло со временем свои свойства будет терять и загрязнится. Во время работы, возможно, потребуется долить масло или целиком его заменить. Масло доливают непосредственно в резиновую емкость бака, размещенную под стальным кожухом. Чтобы в съемнике заменить масло, стальной кожух нужно снять, затем масло сливается, но шток при этом выдвигать нельзя. Рабочей жидкостью является специальное гидравлическое масло.
Категорически нельзя допускать попадания воды на инструмент, а его детали нужно вовремя смазывать.
Что касается гарантий, то поставщики предоставляют ее на срок в течение 12 месяцев с момента приобретения, но только при условии, если потребитель соблюдает правила применения устройства, изложенные в руководстве к нему.
Все претензии поставщики принимают только при наличии руководства по эксплуатации, а также при отметки о дате приобретения и штампом компании, осуществившей продажу.
Подобные обязательства по гарантии не распространяются на инструменты с механическими повреждениями, которые были спровоцированы неправильным применением, а также попытками отремонтировать их самостоятельно, а также в случае отсутствия масла в баке либо же если масло в баке не соответствует рекомендуемому производителем.
Качество продукции должно контролироваться. Каждый инструмент должен проходить ряд специальных технических испытаний. Особенно если речь идет о продукции гидравлического типа. Такие съемники могут развивать усилие от 15 тонн и более. Производство их контролируется посредством специальных приборов, которые проводят спектральные и ультразвуковые анализы.
Стоимость
Приобрести специальные съемники для подшипников можно в магазинах автотоваров, а также в интернете. Цены при этом могут быть вполне приемлемыми. Также устройство можно приобрести непосредственно на СТО, если такая продажа у них налажена.
Стоимость зависит как от технических характеристик и марки модели, так и от вида съемника.
Так, двухзахватные механические модели в зависимости от модификации и марки обойдутся покупателям от 5 долларов за одну штуку. А трехзахватные инструменты будут стоить от 10 долларов и выше.
Гидравлические варианты стоят дороже. В зависимости от разных факторов их стоимость составляет от 100 до 1000 долларов за штуку.
Рассмотренные выше устройства имеют разную модификацию и тип в зависимости от того, как планируется их использовать. Для большинства автовладельцев такой инструмент просто незаменим.




