Скобы для крепления бруса в Москве
- Скобы, гвозди и штифты для пистолетов и степлеров
- Фурнитура для мебели
- Перфорированный крепеж
- Такелаж

Maritim Скоба подковообразная S33022
Опора бруса раскрытая OBR-R, 40×110 мм
Опора колонны бруса U-образная оцинкованная d19 90х325х120х4 мм
Опора бруса раскрытая 150х76х150
Скобы 6 mm для крепления кабеля (100 шт., белые), Atcom AT15256
Скоба подвесная для цепного крепления кабельного лотка AHB 100 D5 FT OBO 6066510
Опора бруса раскрытая OBR-R, 40×110 мм
Скоба строительная 10,0*300*70
Держатель балки (крепление стропил) Л 40х170х40
Опора бруса раскрытая OBR-R, 100×140 мм
Крепление для балок внутреннее 80х150х2 мм (1шт)
Скоба строительная 10х300
Скоба D-образная такелажная Wichard 1205 10 мм 1520 – 4300 кг
Опора бруса закрытая OBZ R- 50х140
Скоба разделительная 101х80мм BSK-B1016 OBO 7215368
Скоба разделительная 46х105мм BSK-B0521 OBO 7215362
Крепление для стропил LK (LK6), 250х32х2 мм, 20 шт.
Скоба для степлера 53 тип Bartex закаленная, 1000 шт, 4 мм
Скоба монтажная U-образная ETR
Скоба изогнутая такелажная Wichard 1424 8 мм 1000 – 3700 кг
Скоба такелажная D-образная плоская в сечении Blue Wave 160051
Скоба тентовая h25 (СП-38)
Скоба такелажная изогнутая плоская в сечении Blue Wave 170006
Скоба строительная 6х200



Скоба для креп. лотка к полу/к стене осн. 150 гор. цинк DBL 50 150 FT OBO 6015573
Хомут U-образный болт-скоба для крепления труб 1/4 — 8 DIN 3570
Опора бруса раскрытая OBR-R, 100×140 мм
Скоба для стяжки фланцев ССВ-24 (300 шт.)
Опора бруса раскрытая 40х110мм
Скоба изогнутая такелажная Wichard 1225 10 мм 1440 – 3600 кг
Скоба U-образная 126-133 с метрич.резьбой М12
Опора бруса “СибрТех”, раскрытая, оцинкована, 2 мм, OBR R-100х140х76 мм
Скоба для степлера 53 тип Stelgrit закаленная, 1000 шт, 6 мм
Скоба зажимная под профиль 38/40 м8
Скобы пластиковые с гвоздем для круглых кабелей и проводов СПК 10 мм (25 шт.)
Скоба для степлера 53 тип Bartex закаленная, 1000 шт, 8 мм
Скоба плоская пластиковая IEK 5 мм, 100 шт, USK21-05-100
Крепление для стропил (RLK 5 левое), 32х250х2 мм, 20 шт.
Преимущества и параметры финского и лунного паза

В настоящее время распространены два вида оцилиндрованного бревна. Классическое оцилиндрованное бревно с лунным пазом, и оцилиндрованное бревно с финским пазом.
Принцип изготовления обоих видов одинаков : бревно пропускают через станок, который придает ему ровную цилиндрическую форму при этом фрезой выбирается паз если это часть окружности, значит это оцилиндрованное бревно с лунным профилем, если паз имеет специальные опорные канавки, то такой паз называется финским.
1. У финского профиля шире тепловой замок
| Диаметр | Финский профиль,мм | Лунный паз, мм | Углубленный финский паз, мм |
|---|---|---|---|
| 220 мм | 131 | 110 | 140 |
| 240 мм | 154 | 120 | 157 |
| 260 мм | 162 | 130 | 166 |
| 280 мм | 167 | 140 | 179 |
Из таблицы видно, что за счет применения финского профиля можно уменьшить диаметр используемого бревна, тем самым сократить кубатуру стен дома.
2. Проще монтаж

Финский профиль проще в сборке, т.к. за счет позиционирования бревен продольными опорными канавками, не надо постоянно отвесом или уровнем контролировать уровень стены и не требуется фиксация от смещения бревен гвоздями.
3. Не видно утеплитель

Стены из бревна с финским профилем выглядят эстетичнее, т.к. джутовое полотно не видно, оно не торчит наружу. В дальнейшем при отделке расход шовного герметика за счет меньшего зазора будет меньше.
4. Продольные выступы уменьшают продувание

Четыре пояска-зубчика пержимают полотно утеплитель по всей длине бревна, и тем самым уменьшают продувание теплового замка.
Финский профиль- характеристики
- Финский профиль проще в сборке, т.к. за счет продольных опорных канавок не надо постоянно отвесом «ловить» уровень стены.
- У финского профиля при аналогичном диаметре шире тепловой замок
- Стена из-за отсутствия видимого джута намного эстэтичнее
- финский профиль не надо конопатить (экономия на строительстве)
- для сборки финского профиля мы рекомендуем использовать комбинацию из шпилечных линий, нагелей и пружинных узлов. Расположение данных элементов может указать только профессиональный архитектор-проектировщик.
Рабочие высоты финского и лунного профилей, мм
| Диаметр бревна, мм | Лунный паз | Финский углублённый | Финский |
|---|---|---|---|
| 180 | 155 | – | – |
| 200 | 173 | 162 | 162 |
| 220 | 189 | 173 | 176 |
| 240 | 207 | 184 | 196 |
| 260 | 225 | 200 | 210 |
| 280 | 243 | 225 | 224 |
| 300 | 260 | – | 240 |
Особенности оцилиндрованного бревна с лунным пазом
- т.к. проще производство, то и цена за м3 дешевле
- нельзя увеличить тепловой замок выше половины диаметра бревна из-за неизбежного увеличения зазора в чашке
- возможность проконопатить при усадке
Продольный пропил

На обоих видах бревна может делаться продольный пропил. Довольно часто приходится слышать мнение о важности этого пропила для снятия напряжений в бревне. Так вот, чтобы данный пропил на самом деле работал, он должен быть не менее 2/3 радиуса бревна. А миф о необходимости изготовления пошел из-за технологической особенности станков протяжного типа ( он необходим для предотвращения проворачивания бревна во время производства). К тому же это дополнительная щель в бревне, через которую может свободно проходить воздух. Если обратить внимание на устоявшийся сруб, то можно заметить, что более 90% трещин идут не по этому пропилу, а от профильного паза.
Мы рекомендуем делать бревно, без продольного пропила, но если вы желаете мы его изготовим, это опция у нас бесплатна.
О производстве

Наше предприятие осуществляет полный цикл производства изделий из дерева – от заготовки леса до выпуска готовой продукции. Производство пиломатериалов происходит на новом импортном оборудовании. На всех этапах производства проводится строгий контроль над качеством производимых пиломатериалов.
Контакты
Адрес: 613200, Кировская область, г. Белая Холуница, ул.Набережная 44
© 2018 – ООО “Деревообрабатывающий комбинат”
Преимущества и параметры финского и лунного паза
В настоящее время распространены два вида оцилиндрованного бревна. Классическое оцилиндрованное бревно с лунным пазом, и оцилиндрованное бревно с финским пазом.
Принцип изготовления обоих видов одинаков : бревно пропускают через станок, который придает ему ровную цилиндрическую форму при этом фрезой выбирается паз если это часть окружности, значит это оцилиндрованное бревно с лунным профилем, если паз имеет специальные опорные канавки, то такой паз называется финским.
1. У финского профиля шире тепловой замок
| Диаметр | Финский профиль,мм | Лунный паз, мм | Углубленный финский паз, мм |
|---|---|---|---|
| 220 мм | 131 | 110 | 140 |
| 240 мм | 154 | 120 | 157 |
| 260 мм | 162 | 130 | 166 |
| 280 мм | 167 | 140 | 179 |
Из таблицы видно, что за счет применения финского профиля можно уменьшить диаметр используемого бревна, тем самым сократить кубатуру стен дома.
2. Проще монтаж
Финский профиль проще в сборке, т.к. за счет позиционирования бревен продольными опорными канавками, не надо постоянно отвесом или уровнем контролировать уровень стены и не требуется фиксация от смещения бревен гвоздями.
3. Не видно утеплитель
Стены из бревна с финским профилем выглядят эстетичнее, т.к. джутовое полотно не видно, оно не торчит наружу. В дальнейшем при отделке расход шовного герметика за счет меньшего зазора будет меньше.
4. Продольные выступы уменьшают продувание
Четыре пояска-зубчика пержимают полотно утеплитель по всей длине бревна, и тем самым уменьшают продувание теплового замка.
Финский профиль- характеристики
- Финский профиль проще в сборке, т.к. за счет продольных опорных канавок не надо постоянно отвесом «ловить» уровень стены.
- У финского профиля при аналогичном диаметре шире тепловой замок
- Стена из-за отсутствия видимого джута намного эстэтичнее
- финский профиль не надо конопатить (экономия на строительстве)
- для сборки финского профиля мы рекомендуем использовать комбинацию из шпилечных линий, нагелей и пружинных узлов. Расположение данных элементов может указать только профессиональный архитектор-проектировщик.
Рабочие высоты финского и лунного профилей, мм
| Диаметр бревна, мм | Лунный паз | Финский углублённый | Финский |
|---|---|---|---|
| 180 | 155 | – | – |
| 200 | 173 | 162 | 162 |
| 220 | 189 | 173 | 176 |
| 240 | 207 | 184 | 196 |
| 260 | 225 | 200 | 210 |
| 280 | 243 | 225 | 224 |
| 300 | 260 | – | 240 |
Особенности оцилиндрованного бревна с лунным пазом
- т.к. проще производство, то и цена за м3 дешевле
- нельзя увеличить тепловой замок выше половины диаметра бревна из-за неизбежного увеличения зазора в чашке
- возможность проконопатить при усадке
Продольный пропил
На обоих видах бревна может делаться продольный пропил. Довольно часто приходится слышать мнение о важности этого пропила для снятия напряжений в бревне. Так вот, чтобы данный пропил на самом деле работал, он должен быть не менее 2/3 радиуса бревна. А миф о необходимости изготовления пошел из-за технологической особенности станков протяжного типа ( он необходим для предотвращения проворачивания бревна во время производства). К тому же это дополнительная щель в бревне, через которую может свободно проходить воздух. Если обратить внимание на устоявшийся сруб, то можно заметить, что более 90% трещин идут не по этому пропилу, а от профильного паза.
Мы рекомендуем делать бревно, без продольного пропила, но если вы желаете мы его изготовим, это опция у нас бесплатна.
О производстве
Наше предприятие осуществляет полный цикл производства изделий из дерева – от заготовки леса до выпуска готовой продукции. Производство пиломатериалов происходит на новом импортном оборудовании. На всех этапах производства проводится строгий контроль над качеством производимых пиломатериалов.
Контакты
Адрес: 613200, Кировская область, г. Белая Холуница, ул.Набережная 44
© 2018 – ООО “Деревообрабатывающий комбинат”
Соединение деревянных конструкций на болтах и стержнях. Соединение конструкций на скобах, хомутах и анкерах.
Работы по устройству крыш должны соответствовать требованиям СНиП РК 3.02-06-2002 “Крыши и кровли”, СНиП II-26-76 “Кровли”.
По несущей способности и нагрузкам конструкции крыш и кровли должны соответствовать СНиП 2.01.07 и выполняться в соответствии с указаниями СНиП 3.03.01-87 “Несущие и ограждающие конструкции”.
1. Соединение деревянных конструкций на болтах и стержнях.
Немаловажное значение при строительстве крыш имеют применяемые в работе материалы и крепёж. Что необходимо знать при подборе и покупке крепежа.
Нагелями называют гибкие стержни, препятствующие взаимному сдвигу соединяемых элементов и работающие в основном на изгиб. К стальным цилиндрическим нагелям относятся:
- болты, шпильки, глухари;
- гладкие цилиндрические стержни (штыри);
- гвозди, саморезы, шурупы и т.п.
Для крепления изделий из дерева также используется крепёж, изготовленный из стали, который либо сам по себе, либо в комплекте с гвоздями представляет собой прочные и легко устанавливаемые соединения.
1.1. Соединение изделий из дерева на болтах.
Болты– это цилиндрические стальные стержни, как правило, с гайкой и резьбой, пронизывающие соединяемые деревянные элементы перпендикулярно их поверхности.
Силовые болтовые соединения должны иметь не менее 2 болтов диаметром не менее 12 мм и не более 24 мм (рис.1).
В целях уменьшения смятия древесины под гайкой ставится шайба из листовой стали, сторона которой определяется из условий работы её на изгиб и смятия древесины под шайбой.
Стальные болты с накидной гайкой для соединения изделий из дерева показаны на рис.1.
Типовые размеры болтов стальных с накидной гайкой для соединения изделий из дерева.

1- стальной болт с резьбой и неподвижной гайкой; 2- гайка неподвижная; 3- гайка накидная; 4- резьба; 5- шайба круглая съёмная.
Практически сторона квадратной шайбы принимается равной 4,5d (где d– диаметр болта).
Размеры квадратных шайб принимаются по диаметру болтов согласно таблице 3.
Таблица 3: Сортамент рабочих и стяжных болтов.
| п/п | Диаметр болтов (мм) | Площадь сечения (см²) | Вес, кг | Размеры квадратных шайб болтов (мм) | |||||||
| по стер-жню, dбр | по наре-зке, dнт | по стер-жню, Fбр | по наре-зке, Fнт | 1 пог. м бол-та | одной гайки | рабочих болтов | стяжных болтов | ||||
| ше-сти-гран-ной | ква-драт-ной | разме-ры, мм | вес 1 шай-бы, кг | разме-ры, мм | вес 1 шай-бы, кг | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
| 1 | 6 | 4,701 | 0,283 | 0,173 | 0,22 | 0,004 | 0,004 | 30х30х3 | 0,01 | – | – |
| 2 | 8 | 6,377 | 0,505 | 0,316 | 0,39 | 0,008 | 0,007 | 40х40х4 | 0,048 | – | – |
| 3 | 10 | 8,051 | 0,785 | 0,509 | 0,62 | 0,014 | 0,014 | 50х50х5 | 0,095 | – | – |
| 4 | 12 | 9,727 | 1,13 | 0,744 | 0,89 | 0,020 | 0,021 | 60х60х6 | 0,164 | 45х45х4 | 0,06 |
| 5 | 16 | 13,4 | 2,01 | 1,408 | 1,58 | 0,052 | 0,053 | 80х80х8 | 0,386 | 55х55х4 | 0,088 |
| 6 | 20 | 16,75 | 3,14 | 2,182 | 2,47 | 0,093 | 0,095 | 100х100 х10 | 0,760 | 70х70х5 | 0,18 |
| 7 | 24 | 20,1 | 4,521 | 3,165 | 3,55 | 0,141 | 0,144 | 120х120 х12 | 1,341 | 90х90х7 | 0,42 |
| 8 | 27 | 23,1 | 5,722 | 4,18 | 4,49 | 0,182 | 0,187 | 140х140 х14 | 2,091 | 100х10 х8 | 0,591 |
| 9 | 30 | 25,45 | 7,065 | 5,06 | 5,55 | 0,291 | 0,297 | 160х160 х15 | 2,93 | – | – |
| 10 | 36 | 30,80 | 10,17 | 7,44 | 7,99 | 0,496 | 0,506 | 190х190 х18 | 4,957 | – | – |
Минимальные расстояния между болтами и минимальные удаления от кромок дерева устанавливаются с учётом допустимых напряжений скалывания древесины. О чём более подробно будет рассказано в следующих разделах сайта.
В капитальном строительстве, когда требуется надёжность и устойчивость конструкции, болты могут применяться только в том случае, когда с помощью спец. средств будет предотвращено возникновение сдвига в швах контакта (узел 33).
Например, могут быть использованы калиброванные отверстия, т.е. такие, когда диаметр отверстия равен диаметру болта, или же проведено последующее заполнение промежутка между стержнем болта и краями отверстия.
Узел соединения деревянных балок стяжными болтами показан на рис.2.
Узел соединения деревянных балок стяжными болтами.

Болты применяются в конструкциях, работающих на растяжение при подвеске строительных элементов (рис.2) и как ненесущие соединения в виде зажимных болтов.
1.2. Соединение на стержневых нагелях.
Стержневые нагели– это цилиндрические стальные стержни, как правило, без гайки и резьбы которые вгоняются в просверленные отверстия уменьшенного на 0,2…0,5 мм диаметра (рис.3 поз.6).
У стягивающих болтов под головкой (рис.3 поз.2) и гайкой (рис.3 поз.3) устанавливаются шайбы (рис.3 поз.3).
РЕКОМЕНДУЕТСЯ устанавливать по обе стороны большие и толстые шайбы.
Стержневой стяжной крепёж для соединения деревянных конструкций показан на рис.3.
Стержневой стяжной крепёж для деревянных конструкций.

1- стяжной болт 12х260 мм; 2- шестигранная головка; 3-гайка; 4- метрическая резьба; 5- шайба; 6- стержневой нагель гладкий или с нарезными бороздками.
Применение стержневых нагелей имеет большое значение для несущих соединений, т.к. при нём можно не опасаться деформаций из-за выборки зазоров в отверстиях и ползучести конструкций.
Соединения с помощью стержневых нагелей позволяют добиться высоких показателей: при небольшой площади они могут воспринимать сравнительно большие нагрузки.
Их лучше всего применять для пакетов досок, а также для соединения со стальными элементами, находящимися внутри конструкции (узел- 35).
На рисунке узла 34 приведен вариант крепления конькового узла стропильной фермы. Брусчатые раскосы прикреплены к верхнему поясу 4 нагелями. В середине- стяжные болты. Верхние пояса стропил скреплены с коньковой подбалкой болтами.
Крепление конькового узла стропильной фермы стяжными болтами и нагелями показано на рис.4.
Крепление конькового узла стропильной фермы стяжными болтами и нагелями.

1- верхний пояс стропил; 2- брусчатые раскосы; 3- коньковая подбалка; 4- крепление нагелями; 5- стяжные болты коньковой подбалки с верхним поясом стропил.
На эскизе узла 35 приведён вариант крепления двухветвевой стойки с одинарным ригелем. Такое крепление даёт практически жёсткое соединение двухветвевой стойки с одинарным ригелем с помощью расположенных по кольцу нагелей.
Стяжные болты обеспечивают плотность соединения и используются при монтаже стропильной системы и стеновых перегородок.
Узел крепления стержневыми нагелями ригеля на стойке показано на рис.5.
Узел крепления стержневыми нагелями ригеля на стойке.

1- ригель (балка); 2- парная стойка; 3- гвозди в 2 толщины доски; 4- стяжные болты.
В выше рассмотренных соединениях следует использовать не более 4-х стержней на соединение.
Минимальный диаметр стержневого нагеля 8 мм.
Глухие стальные цилиндрические нагели следует заглублять в древесину не менее, чем на 5 диаметров.
При использовании нагелей большого диаметра возможно появление трещин на концах соединяемых элементов, вызванное скалыванием древесины вдоль волокон.
Поэтому концевые расстояния принимают несколько больше, чем промежуточные.
2. Соединение конструкций на скобах, хомутах и анкерах.
Вспомогательные стальные крепёжные детали (скобы, хомуты, анкера и др.) ставят чаще всего в узлах для соединения деревянных элементов в период сборки и монтажа, для соблюдения проектных размеров конструкций и при их работе на незначительные усилия.
Стальные скобы ставят в узлах конструкций из брусьев или брёвен.
В зависимости от размеров сечений элементов и длины скоб диаметр их бывает 8…18 мм.
Стальные скобы для соединения элементов из брусьев или брёвен показаны на рис.6.
Стальные скобы для соединения элементов из брусьев или брёвен.

1- скобы строительные прямые; 2- скобы строительные игловые.
Забивают скобы в древесину без просверливания отверстий с таким расчётом, чтобы место забивки не совпадало с сердцевинной частью деревянных элементов.
А расстояния от вершины угла скобы до центра заглубления скобы в конструкцию должны быть одинаковыми.
Расстояние от центра забивки скобы до торца элемента (S1) принимают такое же, как и для нагелей (см. раздел по установке нагелей).
Стальные скобы строительные для деревянных конструкций показаны в табл.7.
Таблица 7: Стальные скобы строительные для деревянных конструкций.
| п/п | Ед-ца измер. | Размеры, мм | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1 | l/h | 150/70 | 200/80 | 250/90 | 300/100 | ||||
| 2 | d, мм | 8 | 10 | 8 | 10 | 8 | 10 | 10 | 12 |
| 3 | Масса, кг | 0,1 | 0,15 | 0,12 | 0,18 | 0,14 | 0,22 | 0,26 | 0,38 |
| 4 | l/h | 350/110 | 400/120 | 450/130 | 500/140 | ||||
| 5 | d, мм | 10 | 12 | 12 | 16 | 12 | 16 | 16 | 18 |
| 6 | Масса, кг | 0,3 | 0,48 | 0,49 | 0,86 | 0,54 | 0,96 | 1,06 | 1,34 |
Узлы подвески и крепления деревянных балок стропил и перекрытий при помощи хомутов показаны на рис.7.
Узлы подвески и крепления балок на металлических хомутах.

1- продольные балки (стропила); 2- поперечная балка; 3- отделка вокруг коренника; 4- хомут; 5- гвозди.
Размеры хомутов для подвески и крепления деревянных балок показаны в табл.8.
Таблица 8: Размеры хомутов для подвески балок.
| п/п | Ед. изм. | Размеры, мм | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 1 | b, мм | 50 | 50 | 60 | 60 | 60 | 70 | 70 | 70 |
| 2 | h, мм | 150 | 180 | 180 | 200 | 220 | 200 | 220 | 240 |
| 3 | Масса, кг | 2,2 | 2,35 | 2,37 | 2,46 | 2,55 | 2,48 | 2,58 | 2,67 |
Развёртка хомута для раскроя металла показана на рис.8.
Развёртка хомута для раскроя металла.

Для крепления свесов кровли и стыка балок применяют Т-образные анкеры массой 2,19 кг.
Размеры Т-образных анкеров для крепления свесов кровли и стыка балок показаны на рис.9.
Размеры анкеров для крепления свесов кровли и стыка балок.

Все вспомогательные стальные крепёжные детали (скобы, хомуты, анкера и др.) защищают от коррозии.
Выступающие металлические части защищают деревянными элементами.
Кузнечное оборудование: станок для холодной ковки своими руками

Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
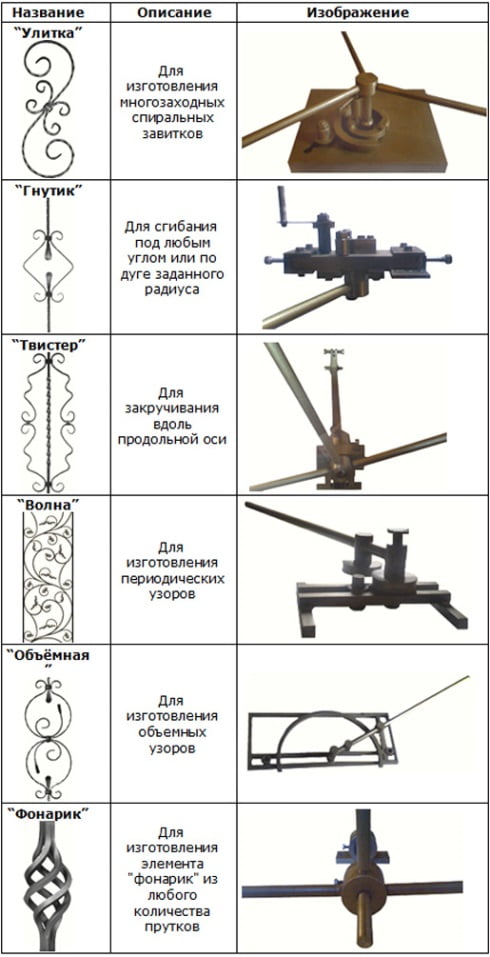
Основные виды станков и приспособлений для холодной ковки:
- «Гнутик»
- «Твистер»
- «Улитка»
- «Глобус»
- «Волна»
- «Фонарик»
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Понравилась статья? Подпишитесь на канал, чтобы быть в курсе самых интересных материалов
Самодельные приспособления и станки для холодной ковки
Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев данные изделия не есть ковка в ее традиционном понимании. Чаще всего это сделано не в кузне и не при помощи молотка и наковальни, а при помощи некоторых устройств, которые позволяют создавать из металлических полос и квадратных прутков самые различные узоры и изделия. Для изготовления подобных изделий потребуются станки для холодной ковки. Часть из них можно сделать своими руками другую проще купить.
Какие вообще устройства используются
Для холодной ковки характерны различные завитки, изгибы, витые прутки и т.п. Почти под каждый вид делают на отдельном приспособлении — определенном станке. Привод у них может быть ручной, а может — электрический. Для небольших объемов «для себя» применяют ручные станки для холодной ковки. Они хоть и не особо производительны, но намного проще в изготовлении. Если необходимо ставить изготовление «на поток» делают аналогичные устройства, но уже с электромоторами. В этом случае работать физически почти не нужно, но сложность изготовления приспособления возрастает в разы. В нашем материале поговорим о ручных станках для холодной ковки.
Какие же устройства используют:
-
Торсионные. С их помощью четырехгранные прутки или полосы металла скручивают в продольном направлении. Получается витые столбики, которые называют еще торсионами.
 Так выглядит торсион и одноименный станок
Так выглядит торсион и одноименный станок
Фонарик. На этом устройстве тоже скручивают пруток в продольном направлении, только еще дополнительно изгибают его и в поперечном направлении. Получается нечто похожее на фонарик. Отсюда и название устройства.
 Так делают «фонарик»
Так делают «фонарик»
Твистеры или улитки. Формируют плоские завитки разного диаметра.
 Приспособление для холодной ковки улитка — для формирования завитков
Приспособление для холодной ковки улитка — для формирования завитков
Гибочные станки или гнутики. Позволяют изогнуть прутки или арматуру под требуемым углом в любом месте.
 Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
Для изгиба в любом месте и на любой угол — гнутики (гибочные станки)
Волна. По сути это тоже гнутик, но более сложной конструкции — он позволяет менять направление изгиба, получая волнообразные детали.
 Станок «Волна» — для формирования соответствующего рельефа
Станок «Волна» — для формирования соответствующего рельефа
Приспособления для обработки концов деталей — инерционно-штамповочные станки или другие самодельные устройства.
 Станки для оформления концов прутков. В данном случае — гусиная лапка
Станки для оформления концов прутков. В данном случае — гусиная лапка
Для начинающего мастера наиболее актуальный станок для холодной ковки — улитка. Только с его помощью можно сделать множество интересных вещей — начиная от забора и калитки и заканчивая скамейкой и другими подобными изделиями. На втором месте по степени необходимости торсионный станок. Он добавляет разнообразия в детали. Все остальные можно приобретать или делать по мере совершенствования и набора мастерства.
Самодельные «Улитки»
По сути это модернизированный гибочный станок (трубогиб), но эти усовершенствования позволяют легко делать завитки из довольно толстых прутков (сечением до 10-12 мм) и повторять их с высокой степенью точности.
 Один из самодельных станков для холодной ковки
Один из самодельных станков для холодной ковки
Конструкций эти станки для холодной ковки имеют несколько, но проще всего в реализации вариант с круглым столом, имеющем центральную ножку. К ножке подвижно закреплен рычаг с роликами на подшипниках на конце. Они облегчают процесс гибки.
Поверхность стола можно сделать из стального листа толщиной от 10 мм и больше. Для ножки можно использовать любую толстостенную круглую трубу. Важно сделать конструкцию устойчивой, так как будут прилагаться боковые усилия, потому нужны боковые стойки, распорки, а также устойчивое основание.
Рычаг проще делать из квадратной трубы с толстой стенкой — не меньше 2-3 мм. Сечение трубы 25*40 мм или около того. Крепление рычага к ножке можно сделать на подшипнике, а можно просто взять небольшой кусок толстостенной трубы большего диаметра, надеть ее на ножку, а снизу приварить полосу-упор — чтобы рычаг вниз не падал. Вариант с подшипником дает более легкое движение, но при наличии смазки и второй вариант рабочий.
 Вариант крепления рычага
Вариант крепления рычага
Важна еще форма рычага. Рычаг двойной, верхняя часть — рабочая, нижняя — опорная. Везде где есть соединения желательно доварить усиление, так как усилия значительные.
 Рычаг должен быть надежным, с усилением
Рычаг должен быть надежным, с усилением
На столе закрепляется оправка или кондуктор — форма, по которой сгибаются завитки. Делают их разного диаметра — чтобы можно было делать разные по диаметру завитки. Такие оправки могут быть сборными — для формирования большего количества изгибов. В каждом таком образце должны быть стержни, которые устанавливаются в отверстия в столе. Так этот шаблон фиксируется. Также его форма должна быть разработана с таким учетом, чтобы конец прутка в ней хорошо фиксировался.
 Вариант кондукторов для улитки
Вариант кондукторов для улитки
Часто оправки вытачивают из металлического круга подходящего диаметра при помощи болгарки, но есть варианты из металла с наваренными на него стальными пластинами, изогнутыми соответствующим образом.
Как сделать подобный станок для холодной ковки — в следующем видео. Там же неплохо описан способ доведения концов заготовки до приличного состояния — обычные необработанные края смотрятся очень грубо. Для их обработки есть специальное оборудование, но, как оказалось, можно справится и без него.
Торсионный станок
Как уже говорили эти станки для холодной ковки позволяют сделать на прутке продольные изгибы. Это относительно несложная конструкция. Основная задача — закрепить неподвижно один конец прутка, ко второму приделать рычаг, при помощи которого можно будет скручивать заготовку.
В качестве основы подойдет обрезок профилированной трубы с толстой стенкой (не менее 3 мм). Фиксатор можно сварить из тех же прутков, оставив квадратный просвет нужного диаметра. Можно использовать зажим для троса подходящего размера (можно найти в магазине такелажа). Любой из этих упоров приваривается к основанию.
 Держатель для троса — отличный фиксатор для прутка
Держатель для троса — отличный фиксатор для прутка
Далее надо каким-то образом обеспечить захват и кручение второй части заготовки. Можно это сделать при помощи двух подшипниковых узлов. Внутрь вставляется труба подходящего диаметра, с одной стороны к ней приваривается ручка — конструкция напоминает букву «Т». С другой стороны в трубе делают фиксатор: сверлят четыре отверстия, в них вваривают гайки под 12 или 14 болты. В результате получается неплохой фиксатор — болты закручивают после того, как вставили пруток.
Дальше — дело техники — рычагом наворачиваем нужное количество витков. Нельзя сказать, что эта работа для слабаков, но при большом рычаге все не так уж и сложно.
Еще более простой станок для изготовления торсионов методом холодной ковки в следующем видео.
Видео про самодельные приспособления и станки для холодной ковки
Самодельный станок для холодной ковки своими руками чертежи
Невооружённым глазом можно заметить, что у того или иного человека появился красивый забор или ворота, различного вида предметы декорирования приусадебных участков. Всё это воплощается в реальность посредством ковки, с отсутствием каких — либо температур.
В современном обществе очень хорошо развита холодная ковка металла. За долгие годы существования такого промысла, люди создавали инструменты, с помощью которых можно производить тонкие элементы декорирования из железа.
Основные приспособления
Механизмы без которых холодная ковка была бы очень тяжёлым занятием
Механизм улитка
Применяется для придания отдельным участкам поковок спиралевидной формы. Как правило, сама улитка закреплена на толстой, железной
Виды станков для ковки
плите и может быть съёмной. Толщина такой плиты должна быть не тоньше 4 миллиметров толщиной. Как правило, на изделие, который создан своими руками, необходимо изготовить различные оттиски, называемые шаблонами. С помощью подготовленных шаблонов есть возможность придавать стальным прутьям различные формы.
Механическое устройство универсал
На таком устройстве осуществляется резка, клёпка и формирование. Довольно удобная вещь, в своём роде. В отличие от заводского электрического механизма, его можно также собрать своими руками и сэкономить свой бюджет.
Устройство гнутик
С помощью него производится дуговая деформация под углом. Главное заранее сделать чертежи и точно разметить градусы углов, чтобы с помощью станка производить точное сгибание прутьев.
Аналог гнутика твистер
Способствует производить сгибание вдоль продольной оси уже готового объекта. Такое приспособление можно сделать несколькими способами. По металлическому шаблону, как это распространено и закрепив на толстой доске крупные болты. Суть такого станка в том, что оба конца металлического прута зажимаются и с одной стороны, посредством вращающейся рукояти, производится скручивание.
Агрегат волна
С его помощью можно получать волнообразные заготовки из металлических прутьев. С помощью такого станка можно изготавливать периодические решётки по типу «Боярские», «Волна».
Штамповый пресс
С помощью такого пресса, на изделие наносятся штампы с различными узорами. Как правило, должно иметься огромное множество таких штампов с различными рисунками. Производится это посредством вдавливания в металл штампа. Соответственно, под давлением на металле остаются чёткие отпечатки шаблонов.
Механический узел
Для сгибания кругов из металлических прутьев, различных диаметров. Когда в конструкции декора должны присутствовать круги, такое приспособление незаменимо.
Виды холодной ковки
В кузнечном деле, червонную болванку, либо отдельную деталь, принято называть «поковкой». Такой же термин имеется и в горячей ковке металла. Только он уже означает процесс ковки металла, для придания заготовке необходимой формы.
Разновидности холодной ковки
Различают непосредственно 7 видов холодной ковки, которые производятся по строгой последовательности. Каждый вид — это определенный процесс, производимый с заготовками. Если не совершать этих действий в соответствии с требованиями, то у вас ничего не получится. Итак, рассмотрим эти виды.
Непосредственно, ковка металлических заготовок. Ковка является самым сложнейшим и объёмным процессом в кузнечном деле. Холодная ковка разделяется на следующие виды и подвиды:
Осадка
Такое действие производится под давлением. Делается это для того, чтобы уменьшить высоту заготовки и увеличить боковые размеры заготовок.
Протяжка
Это действие производится за счёт нагревания заготовки и обработке молотом. За счёт чего, уменьшается площадь поперечного сечения и происходит увеличение длины заготовки.
Прошивка
Данное действие производится для получения на заготовках необходимых отверстий. Как правило, совершая такое действие, на заготовках появляются различных размеров пазы, отверстия различных диаметров. Прошивка бывает нескольких видов:
Открытая прошивка
Производится сплошным прошивнем, за счёт вытеснения металла. Однако такое действие влечёт за собой дополнительную обработку заготовки.
Закрытая прошивка
Производится пустотелым прошивнем. Обычно используют при изготовлении больших отверстий.
Совет: «За счёт осадки и протяжки металлических заготовок, структура металла может стать хрупкой. Поэтому необходимо обращаться с заготовками аккуратно, чтобы не допустить внезапной поломки той или иной детали! В лучшем случае придётся переделывать поковку, а в худшем случае, может нанести здоровью непоправимый вред!»
На этом процесс холодной ковки не завершается, а наоборот находится в самом разгаре
Далее совершается три последовательных этапа:
Наглядный процесс холодной ковки.
Штамповка
(штампование) — называется процесс пластичной деформации заготовки, с изменением форм и размеров металла. Различают несколько видов штамповки:
Объёмная штамповка
Производится за счёт давления. Когда ковочная деталь нагрета до соответствующих размеров, она подвергается прессованию специальными штампами. Такой способ применяется на производствах, где детали, полученные таким способом, выпускаются партиями.
Листовая штамповка
Производится из листового железа. Применяется при производстве мелких и средних деталей металла. Такой вид штамповки позволяет добиться высокого качества и прочности от изготавливаемых деталей.
Прессование
Этот процесс обработки металла производится за счёт высокого давления, за счёт чего повышается плотность металла и изменяется его форма. Существует несколько видов прессования:
Прямое прессование
Такой способ позволяет получать различные профильные заготовки (прутья, трубы, профили). Процесс заключается в выдавливании металла через определённое отверстие.
Обратное прессование
При этом процессе заготовка располагается в формуляре, а давление производится в обратном направлении, нежели при прямом прессовании.
Волочение
Является процессом протягивания , уже прессованных прутьев через специальную волочильную матрицу. За счёт такого процесса можно получить проволоку, фасонные профили, трубы с тонкими стенками.
Заключительным, а также достаточно ответственным этапом является прокатка
В этом процессе участвует закон «Силы трения», за счёт которого, путём трения специальными валиками о поверхность заготовки, происходит пластическая деформация. В свою очередь различают 5 видов прокатки изделий:
Завершающий этап холодной ковки -прокатка.
Продольная прокатка
При использовании этого вида прокатки, на станке, валики вращаются в разные стороны. За счёт этого происходит постепенное обжимание и удлинение детали. В данном случае производится листовое железо, ленточное железо и полосы.
Поперечная прокатка
При данном виде прокатки, валики движутся в одном направлении. За счёт этого деталь подвергается деформации в поперечном движении. К примеру, посредством такого вида получают цилиндрические шестерёнки с накатанными зубцами.
Поперечная или винтовая прокатка
в данном случае валики на станке установлены под углом друг к другу. Тем самым поковка получает поступательное и вращательное движения. Между этих валов получается зазор и металл, попадая в этот зазор, получает свою деформацию. Такой вид прокатки используется для создания трубных заготовок, так называемых «гильз».
Проектирование станка для холодной ковки

Прежде, чем заниматься сборкой , необходимо создать проект, в котором будет подробно описано всё то, что вы собираетесь воплотить в реальность.
Однако, перед созданием своего стального детища, необходимо прочитать очень много литературы, в которой подробно описаны все приспособления. Чтобы в процессе сборки не возникло непредвиденных ситуаций, важно иметь представление о станке, его размерах и размерах каждой из деталей, которые будут задействованы в проекте.
Потому, как все детали будут производиться из чернового металла или из каких-либо деталей, которые лежат без дела в вашем гараже.
Итак, прежде чем приступить к изготовлению изделия для ковки, необходимо изготовить станину, на поверхности которой и будут располагаться все необходимые детали станка.
Чтобы иметь представление о самодельном станке и о ковке в целом, а также узнать, как собрать, посмотрите видео ролик, представленный ниже:
Теперь, когда у вас сложилось представление, можно приступить к изготовлению — станины.
Станина должна изготавливаться из прочного материала. Это может быть массив дерева, причём достаточно плотным и толстым или железная плита. Однако, она должна иметь железную опору из сваренных или прочно закреплённых к станине ножек. В готовом виде у вас должен получиться прочный верстак.
После того, как станина изготовлена и установлена в необходимом месте, можно начинать собирать и крепить все приспособления на станину.
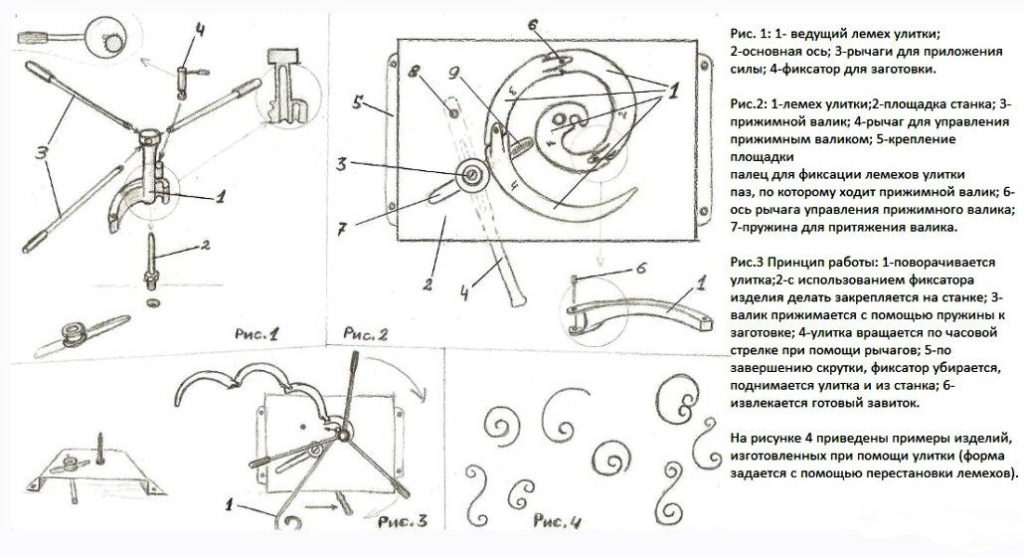
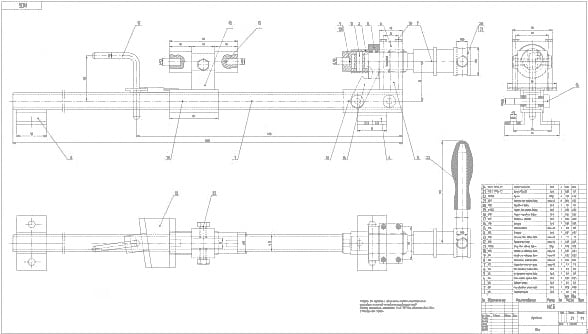
Схема сборки приспособления «Улитки».
Выше представлена схема сборки приспособления, так называемой «Улитки». Предназначена она для изготовления спиралевидных завитков на поковке.
Составляющие детали механизма
- Ведущий лемех самой улитки,
- Основная ось,
- Рычаги для совершения силовых операций,
- Фиксатор для металлической заготовки,
- Площадка станка,
- Прижимной валик,
- Палец для фиксации лемехов улитки,
- Пружина для притяжения прижимного валика,
- Рычаг управления валиком.
Для большей наглядности можно посмотреть архив чертежей данного приспособления. Скачать
Универсальный станок для холодной ковки предназначен для отрезания металлической полосы, металлического прутка или квадрата. Также можно пробивать отверстия под

Чертеж универсального станка
заклёпки и заклепать ту или иную деталь. Он приспособлен для сгибания под заданным углом и для производства вальцевания. Состоит такое приспособление из 39 деталей. Подробнее с ними вы сможете ознакомиться в данном архиве. Скачать
Гнутик

Предназначен для сгибания различных металлических заготовок, а также дуговых поковок определённого радиуса. Для изготовления данного станка применяют преимущественно инструментальную сталь. Это объясняется тем, что в приспособлении преобладают большие нагрузки. Состоит из рукояти, движущегося по оси углового гнутика, три валика, которые в закреплённом состоянии похожи на треугольник. Также крепёжные элементы и элементы крепления станка к станине.
Твистер
Предназначен для сгибания металлических прутьев, квадратов и полос вокруг продольной оси. Получается торсионное скручивание. Состоит из двух креплений, закреплённых на усиленной станине с отверстиями под металлический прут и рукояти, чтобы совершать движения по оси. Более подробную информацию можно найти в архиве чертежей данного приспособления.
Приспособление волна предназначено для изменения изгиба металлической заготовки, получая волнообразные детали. По своей значимости — это тот же гнутик, однако имеет волна сложную конструкцию.
С помощью штампового пресса можно совершать оттиски рисунков на металлических заготовках.
Если вы вдруг собрались сделать собственноручно, начертите обязательно все нужные эскизы и чертежи с размерами, предположительно таких же размеров, какими они будут в сборной конструкции.
Такой манёвр позволит Вам полностью иметь представление о будущем станке, поможет редактировать все детали на чертеже. Также посмотрите множество роликов в интернете на тему «Как сделать приспособления для холодной ковки?». Это даст возможность иметь представление о полной картине.
А также прочитайте немного литературных произведений, которые посвящены данному вопросу. Как изготовить ту или иную деталь, а также, из какого материала она должна быть изготовлена, вы тоже должны изучить. Когда вы будете знать наверняка, что к чему, вы с лёгкостью сможете сделать станок своими руками!
Ниже представлены три видео ролика посвящённые отдельным частям механического узла, без применения высоких температур:





